
欢迎来到!深圳戴泰科电子技术有限公司官网官网!
技术热线:0755-23426380


随着汽车电器功能配置的不断丰富,汽车线束所承载的电器功能连接点也不断增多,而确保汽车线束的连接可靠性的各技术要点中,端子压接技术由于涉及的过程较多,机械控制难度复杂,在实际的应用层面出现问题最多,本文从涉及端子压接的物料角度对端子压接技术的控制要点及判断要求进行了阐述,为汽车线束工程师在设计及管控方面,提供相应的应对措施和理论依据。
汽车线束作为整车电器电路连接的载体,对整车电器功能的正常使用至关重要。各用电设备以及各分段线束均采用接插件进行连接,是目前行业内实现电路连接的主要途径。由于接插件的引入,使原本由导线直接传输的电路被分割成多部分,连接形式变得更加复杂,而连接可靠性问题也凸显出来。
其不可靠因素主要来源于两个方面:一个是接插件本身端子接触性能的稳定,另一个则是导线与接插件端子的压接稳定性,本文就端子压接层面分析汽车线路可靠性控制的关键要点。
端子的压接是为了确保端子与导线实现可靠连接,既可实现较低的压接电阻,又能得到足够的机械抗拉强度。通过下图1中的压接原理可以清晰地看出压缩量、机械抗拉强度及压接电阻三者的关系。
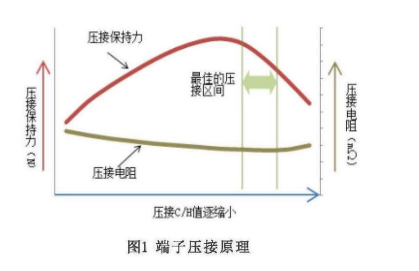
随着压缩量的增大,导线拉伸强度由低到高,达到顶峰后开始下降,曲线的下降会伴随着铜丝过量变形甚至容易被拔断;而压接电阻则是由髙到低,形成谷底平缓段后略有回升。从图中我们可以看出,两项指标的最佳点并未重合,需要结合整体性能予以平衡。
如何实现最佳的压接效果是解决端子压接的关重技术要点,端子压接的过程是由压接模具、端子、导线共同机械作业下形成的,本文从压接的结构性涉及物料层面对汽车线束端子压接技术进行阐述,提供汽车线束端子压接的技术要点及控制策略。
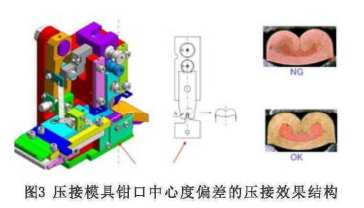
压接模具是实现端子与导线结合的重要部件,端子和导线匹配好后,对压接质量影响最大就是压接模具。压接模具通过积木式设计将各种压接钳口、压板、料带等组件进行组装后,实现对端子、防水栓、屏蔽层的压接,一般的结构形式如图2。

(1)压接模具
从制造过程来看,需要做到三齐:端子送料整齐、端子放置平齐、模具钳口对齐。
端子送料整齐是需要确保端子进料过程中不要出现端子与周边零件撞击的情况,使端子可以平稳地进入压接区域;
端子放置平齐不但要求静止状态下平齐,而且在压接时还不要出现上翘等现象,这就需要模具设计时有结构可以压住端子前部,使端子固定好后才实施压接动作;
模具钳口对齐则是保证导线与端子紧密配合的关键,尤其是针对小线径压接显得尤为重要。如图3所示的钳口中心度偏差带来的压接底部毛刺增加的不良现象。
压接模具除了在制造过程需要控制其机械配合的整齐度,对钳口的保养也是很重要的环节,在完成钳口的设计匹配验收后,需要定期对钳口进行维护,避免出现钳口磨损损伤端子的情况,同时在压接过程中还可以通过增加压接油的方式,来减少刀片对端子压接的粘连和应力释放,以实现完美的压接效果,具体压接不良现象有压接模具的关联关系如表1所示,在工程应用环节可以结合该对应关系进行压接模具的改善。

(2)导线
导线作为电路连接的主要载体,其在端子压接部位会首先通过剥皮的方式将铜丝外露,导线在剥皮过程中,往往会导致铜丝损伤,不同规格的导线其可剥断的铜丝根数满足表2要求,根据导体面积计算的导体许可的剥断铜丝数须舍去小数点后面的数值取整。
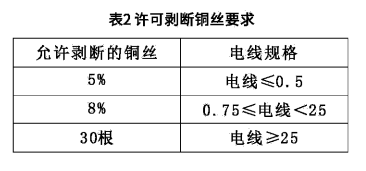
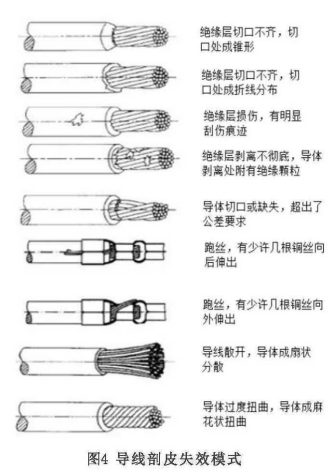
比如针对0.5规格的导线,其铜丝以日标导线标准7根来计算,其可剥断的铜丝根数为0.35根,取整后为0,说明这种规格的导线在压接剥皮时不允许出现铜丝断裂。为了便于导线与端子的压接,还应控制导线剥皮后绝缘层和铜丝的形态,良好的形态是保证端子压接效果的前提。具体剥皮失效模式如图4所示。
在压接过程中导线另一个重点是剥皮长度,导线的剥皮部位应确保压接部位位于中部,压接前后均能看到芯线,具体的芯线失效模式如图5所示。

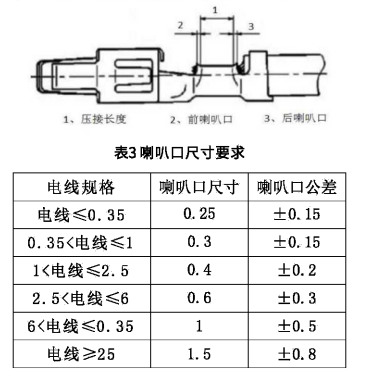
端子在压接部分重点需要控制的内容就是喇叭口结构,喇叭口的存在是为了避免端子对导线造成损伤。
在实际的制造过程中前、后喇叭口都是需要管控的内容,而对端子压接性能产生重点影响的则是后喇叭口,也就是说后喇叭是端子压接时必须呈现的状态。理想状态前后喇叭口比例为5:5,最差状态下喇叭口的比例为3:7的状态,具体喇叭口尺寸要求如下表3所示。
随着汽车线束轻量化的推进,应用0.13-0.22的导线将更加普遍,小线径的压接时,由于铜丝较细,铜导线更易被压损,这种制造风险使机械性能和电气性能显得更难平衡。
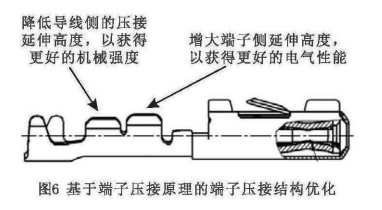
为同时获得良好的压接机械性能和电气性能,在端子结构进行设计过程中,将端子的压接进行功能区分,在靠近导线侧,以获得良好的机械抗拉强度为主,在靠近端子接触侧,以获得良好的电气性能为主。
结合端子的压接原理,由于机械性能的最优点早于电气性能的最优点,所以将机械性能为主的端子后端高度设计得较低,而前端高度则设计得较髙,使整个端子压接的机械性能和电器性能得到更好的平衡。
针对端子压接的判定标准可参见QC/T29106-2014《汽车电线束技术条件》或其它资料中的说明,本文就不再赘述,这里要说明的是针对端子压接的过程控制一致性来说,端子压接的标准较多,而对端子压接的电路连接可靠性来说,重点关注导线的变形量,也即压接后的导体应呈现不规格的多边形,如图7所示

压接生产过程中,普遍采用端子压接部位的高度/宽度值(C/H,C/W)作为评价指标。
经过实际的压接参数监控发现:由于设备的机械稳定性和过程制造偏差,生产放行的压接髙、宽标准应该比设计的压接高、宽要求更严,这样才能确保压接质量处于可靠的范围内。
比如:在测量端子高度(C/H)时,正常的设计公差范围为±0.05mm,实际生产放行,可以将其调整为±0.02mm,即使设备存在正常的压接波动,也可以保证端子的压接髙度满足标准要求,最大限度地满足压接性能指标的达成。




©版权所有 2018-2025深圳戴泰科电子技术有限公司粤ICP备20007589号-1
 粤公网安备 44031102000616号
粤公网安备 44031102000616号














