压接系统工程问题解析
发布时间:09/26 —— 2020
1899
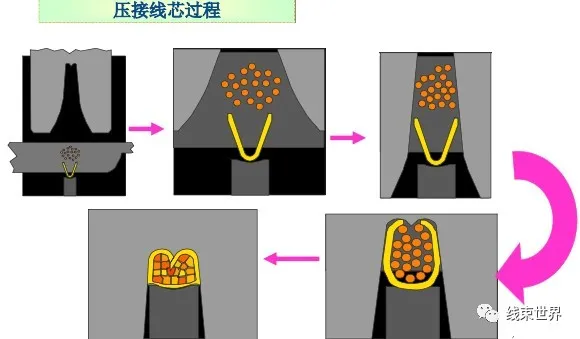
线束端子压接是指通过外力使电线与端子接触面强力结合,其工艺装备是通过模具的上下钳口,依靠压接机的工程压力使端子从自由弯曲到校正弯曲的过程。
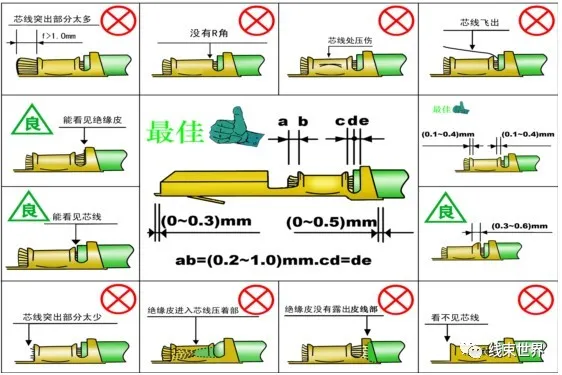
压接后的外观、高宽值、拉力值是决定端子压接质量的三大因素,具体体现在:a、良好的导电性能(低而稳定的电阻抗,抗腐蚀性强);c、良好的物理属性(芯线变形合理、合适的压接高宽比、毛刺小)。(1)要压接的连接器体积比较小,小型设备即可满足;认同压接是线束行业的核心技术,压接模具参数设定自主研发,遵循VW60330压接标准,每压接4万次进行一次剖面检测,压接10万次进行一次模具保养。每种端子线径的压接高宽度标准是唯一的,但如果同一端子、线径采用多家模具厂供货,钳口的宽度值就会不相同,压接高度标准也会改变,给生产带来混乱。正确做法是尽可能按照端子厂家给定的压接高宽度标准值去开发压接模具(可不用提供护套、防水栓);如端子厂家未能给出压接高宽度标准值则需提供护套、防水栓、样线,模具验收合格后,以此数据作为压接高宽度标准补充开发模具,原则上模具压接质量没有问题就尽量少换厂家,因为每个厂家的设计理念和测量方式都不一样,如果多家开发同一模具,钳口参数、压接高宽度标准一定不能改变,,只有这样压接状态才会稳定。端子在机台上压接,认真做好首件检验,要有防错意识。要求设备闭合高度统一,钳口在使用寿命内,设备装有CFM压力管理装置,半自动推荐使用伺服压接机,扫描端子、模具、电线二维码进系统,按照首件学习确认合格状态生产,重复压接时全部扫码完毕,压接高度伺服电机会自动调节成合格首件状态放心压接,把导致出错的因素充分考虑进去并有应对措施;全自动下线压接机使用MES系统,电线、端子、模具扫码确认,与系统导入的工艺不符设备不运行,拉力试验机测试值、高宽度测量千分尺联网进系统,超公差设备不运行,让员工想出错都难。
宗旨:建立此数据库,可明确该端子是在什么状态下压接成什么样的产品,达成标准的统一;此外,还可用于模具改制、钳口更换及代用的重要依据。(1)模具管理编号、端子物料号、名称、类型、启用日期、生产厂家、库位;(3)相关线径压接的高度、宽度值,拉力值、剖面图、压缩比等。

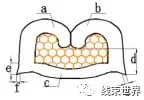
3、导体与端子相接部位、单线与单线之间无明显缝隙;5、端子压接卷曲部分端部不能触到端子内壁,距离端子底部应不小于单丝直径的1/2;6、端子无明显毛刺,毛刺高度(e)应不超过压接后壁厚,毛刺宽度(f)应不超过端子压接后壁厚的1/2;
遵循VW60330标准3.2.2.1芯线允许切断数量的要求,班前点检设备切刀无松动、缺口,生产过程中进、退刀量调节合理,加强首件外观检验达标,压力管理装置CFM误差范围缩小,以此来控制导线的断丝率,生产现场不得出现铜丝废屑;设备厂家导线探测器研发、验证通过后全部加装。







 粤公网安备 44031102000616号
粤公网安备 44031102000616号














