
欢迎来到!深圳戴泰科电子技术有限公司官网官网!
技术热线:0755-23426380


1、目的:规范端子铆接作业检验标准,确保产品在生产、交付和使用过程汇总出现的不合格品得到有效的识别。
2、适用范围:适用于端子铆接生产及端子铆接后的成型检验。
3、职责权限:
(1)生产部负责生产制造过程的控制。
(2)技术制定端子的使用尺寸规格要求和使用安装特性要求。
(3)品质部负责生产过程品质监控、端子铆接允收标准制定和修改、不合格的原因分析改善等。
4、规定内容:
4.1 端子压接定义
压接是通过施加一定的机械外力,使两种材料(导体与端子上的导体压接片,绝缘体与端子上的绝缘体压接片)紧密的结合,从而达到电性导通牢固接合的目的。
高品质的压接具有:较低的接触阻抗;牢固的紧密性(经过拉力测试时不至于被拉松或断开)压接有连续性也有重复性。
注意:端子压接连接是永久性连接,只能使用一次。
4.2 压接端子各部位名称:
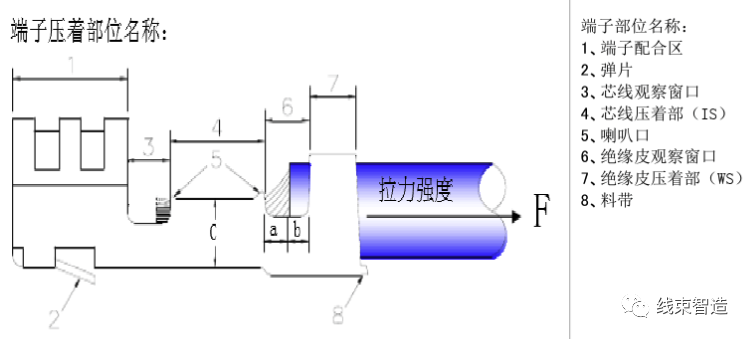
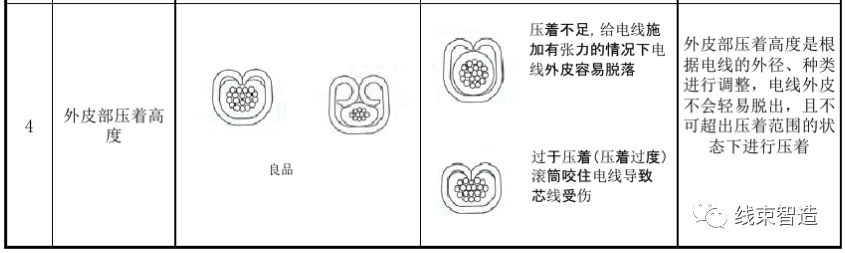
4.3 各部位压着品质标准:
(1)端子配合区:没有压伤、损伤、扭曲、变形
(2)弹片:没有变形
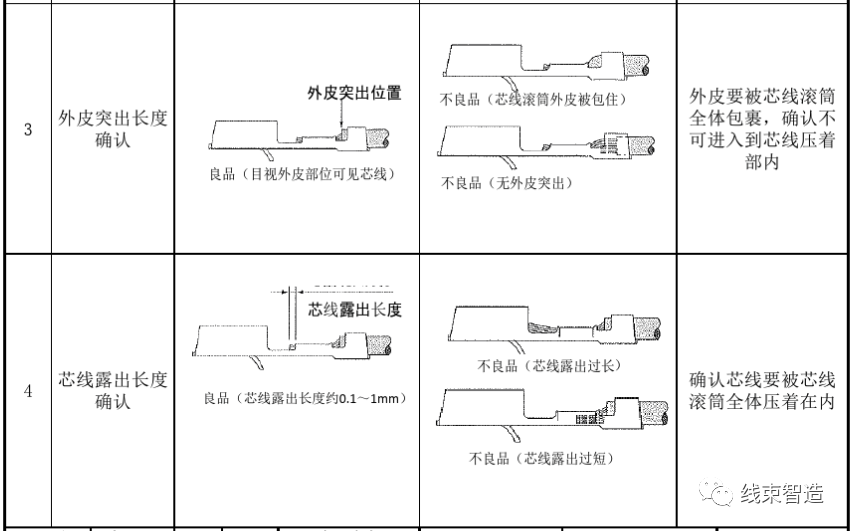
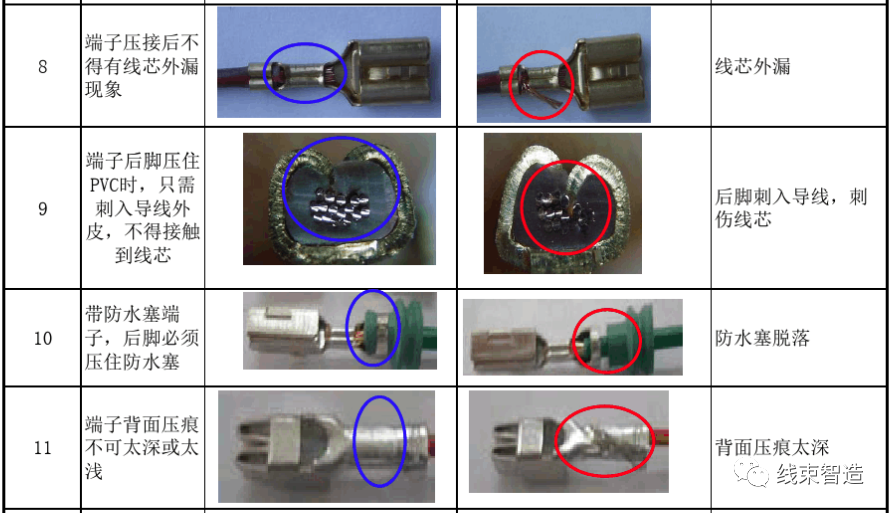
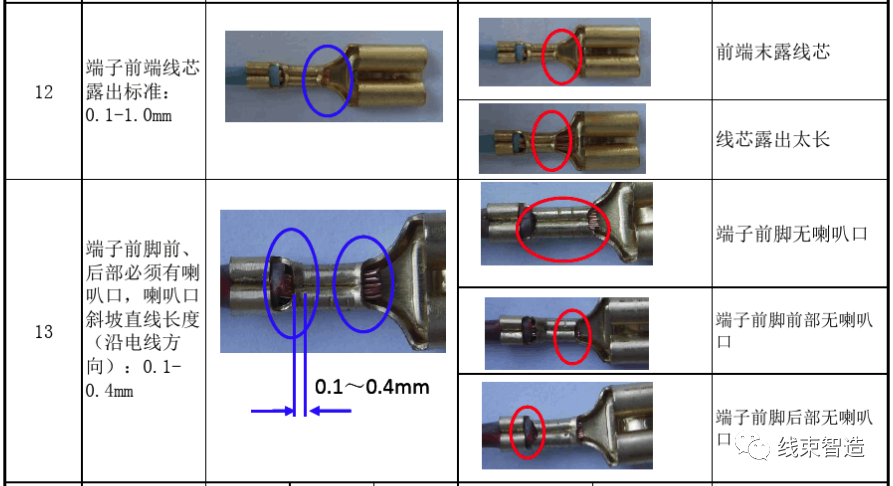
(3)芯线观察窗口:必须能看到电线的芯线、芯线露出范围为0.1-1.0mm
(4)芯线压着部:必须完全闭合并包含所有芯线,不可看到绝缘外皮
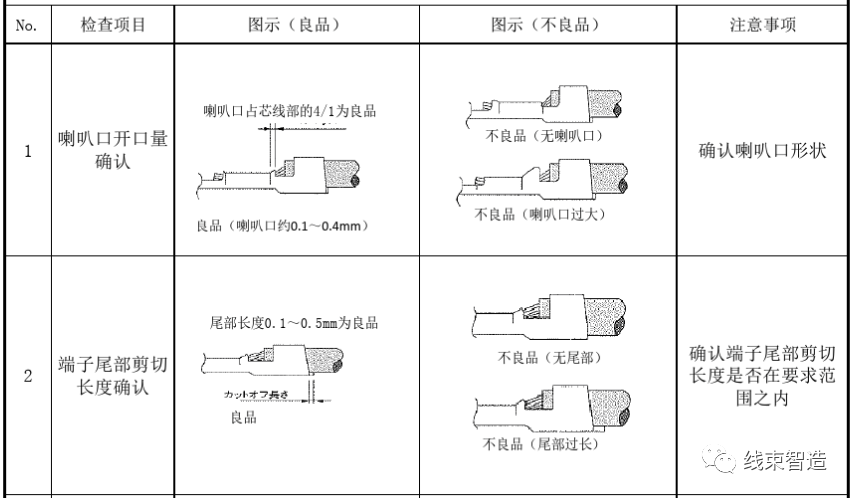
(5)后喇叭口必须可见,最佳尺寸范围为:0.1-0.4mm
(6)绝缘皮观察窗口:必须同时能看到芯线和绝缘外皮
(7)绝缘皮压着部:必须铆合紧密,电线不可有移动
(8)料带:前后端料带尺寸范围为0.1-0.5mm
4.4 端子铆接检验管控办法
4.4.1 端子铆接每日作首件检查,抽样数为5只。
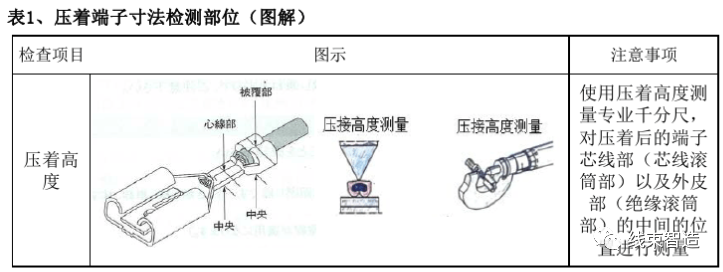
4.4.2 端子铆接进行端子寸法X-R管控,抽检频率为5只/2小时。(测试位置参下表1)
4.4.3 每批端子铆接作端子压接质量检查记录表。
4.4.4 拉拔力确认计入首件表(有内部标准时优先按内部标准执行,无内部标准参附件1,国际标准)
5、附件
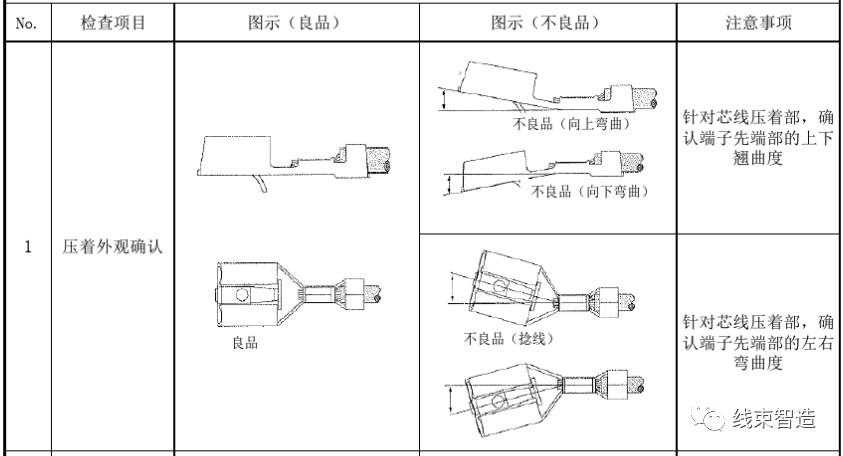
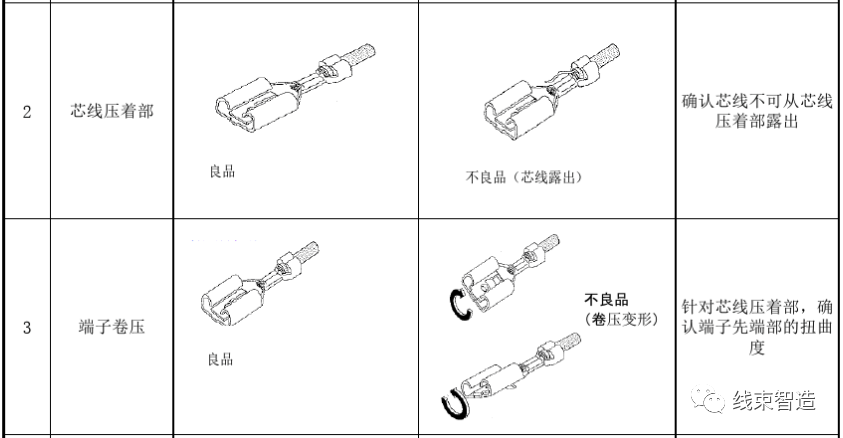
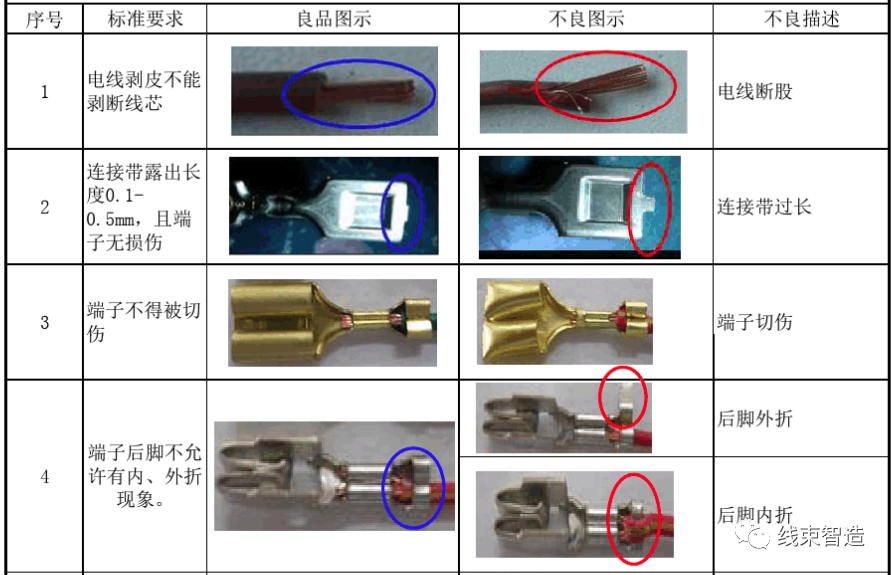
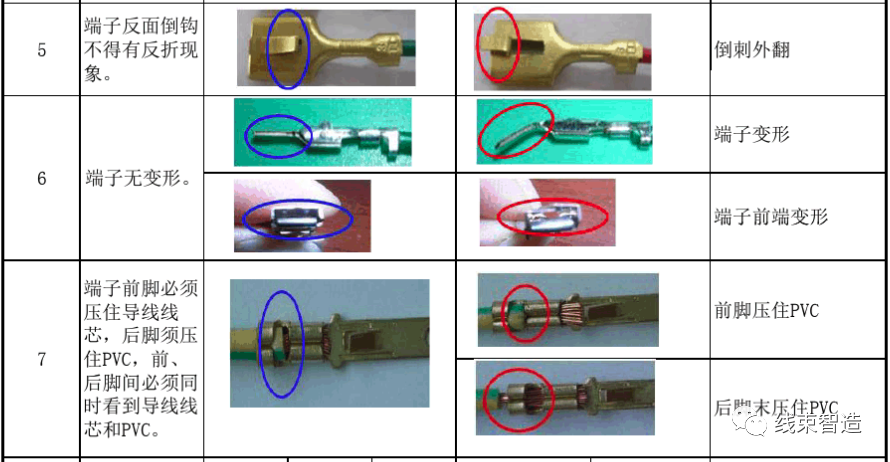
5.1 压着端子外观标准
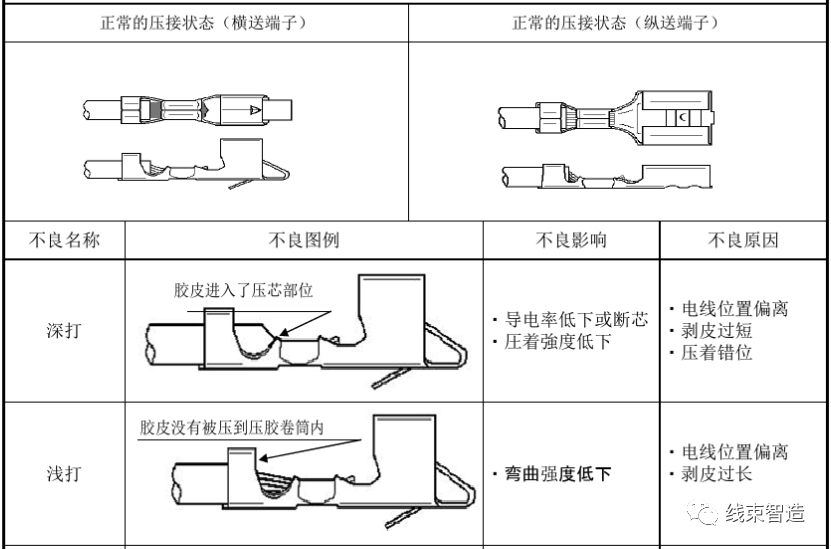
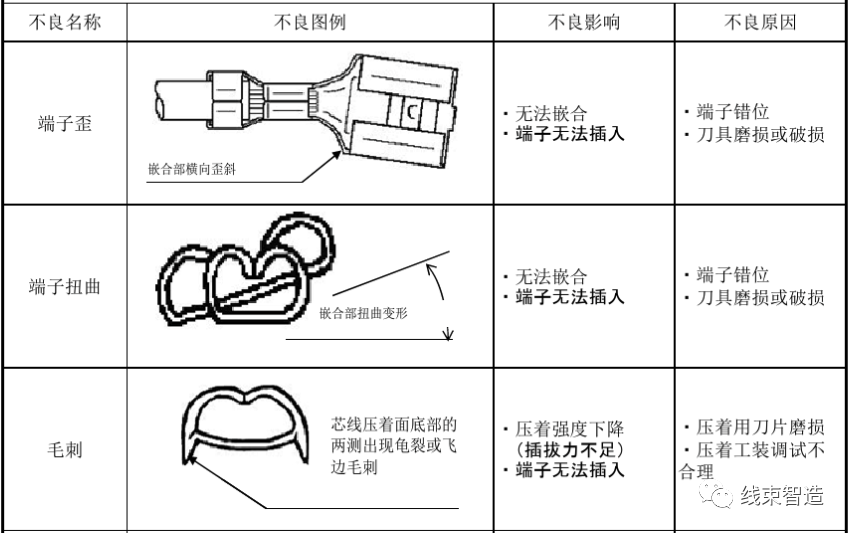
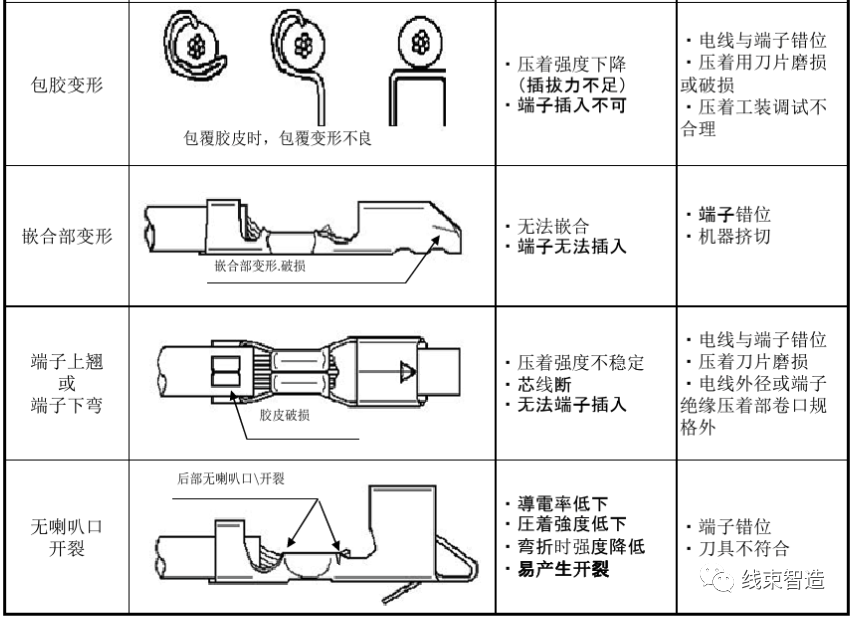
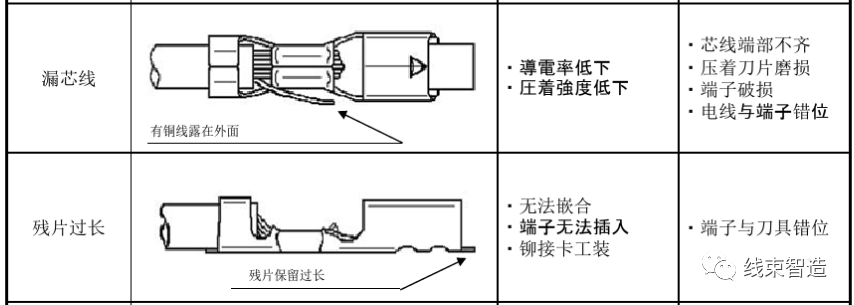
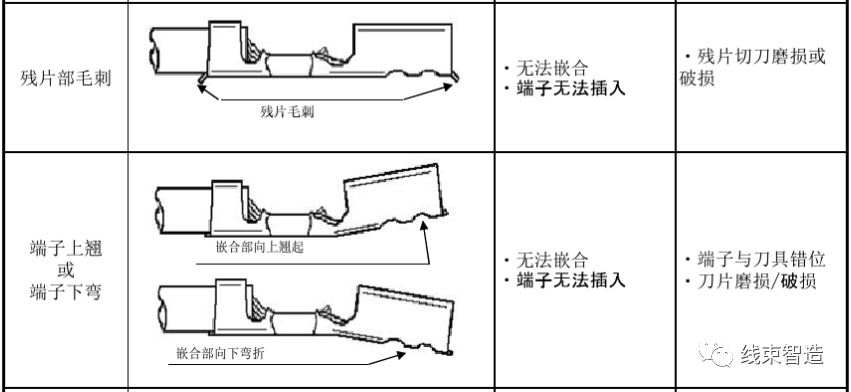
5.2 常见端子不良原因解析

5.3 芯线确认结果判定标准
5.3.1 端子压接切面检验标准:
合格的芯线压接(如下图)需要满足以下条件:
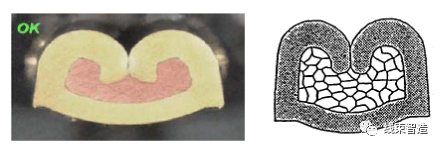
(1)压接对称
(2)所有的芯线都被压紧
(3)端子芯线压接内壁无裂缝
(4)芯线压接区压接片中心闭合,顶端无间隙
(5)端子压接后芯线的压接面积为无压接的70%-90%
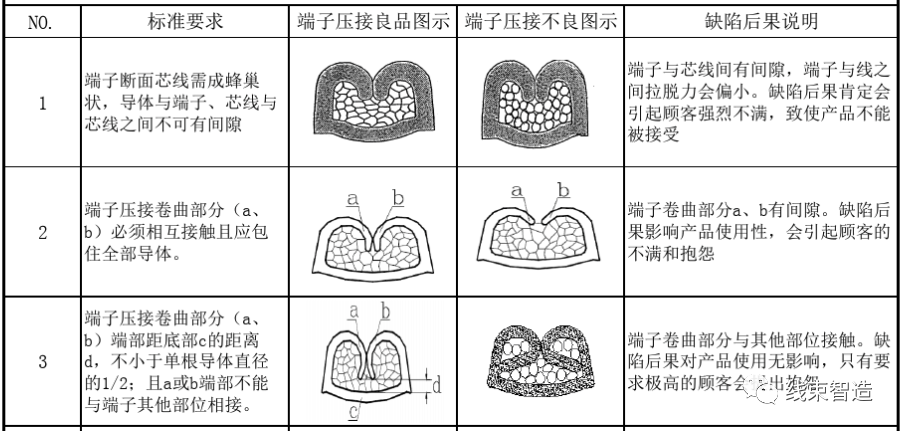
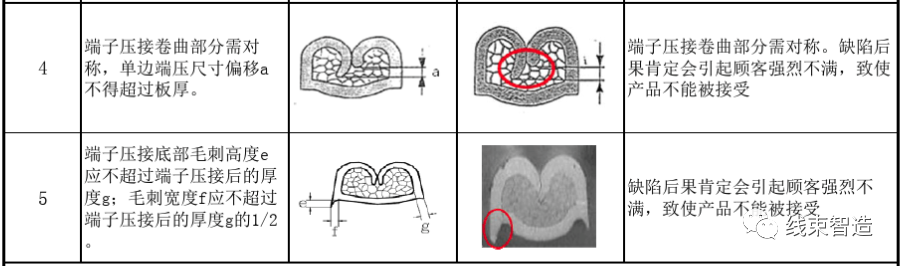
5.3.2 端子压接切面不合格品的分类
5.4 线皮线芯损伤判定标准
5.4.1 线皮部位:不可有伤线芯
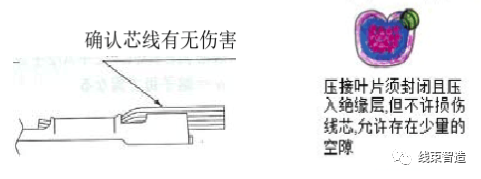
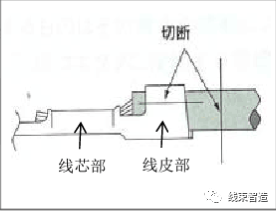
5.4.2 线芯部位:可接受断芯根数

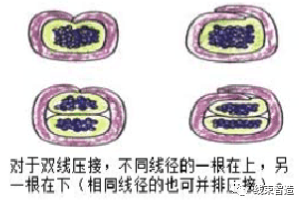
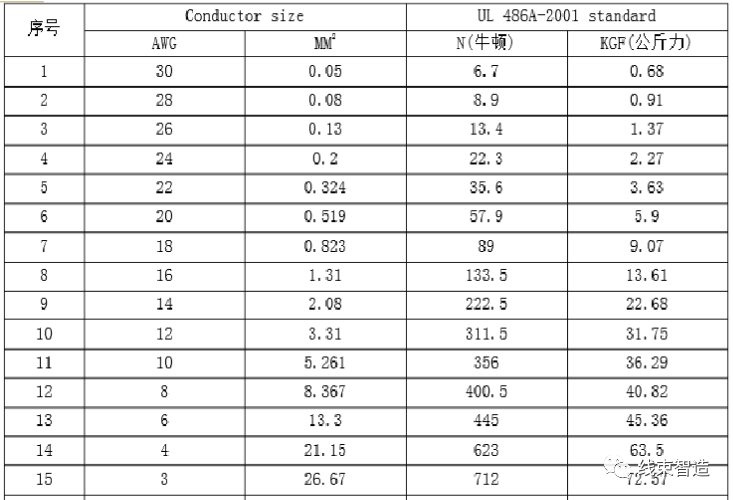
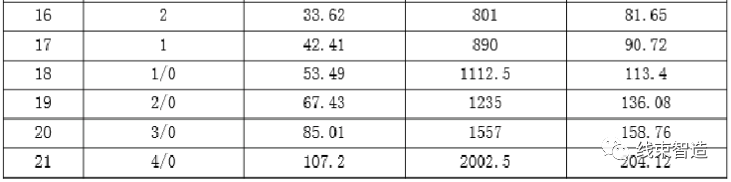
5.5 线束拉力国际标准
5.6 压着端子检查项目(实物举例)




©版权所有 2018-2025深圳戴泰科电子技术有限公司粤ICP备20007589号-1
 粤公网安备 44031102000616号
粤公网安备 44031102000616号














