
欢迎来到!深圳戴泰科电子技术有限公司官网官网!
技术热线:0755-23426380


端子压接后示意图及名称对照图

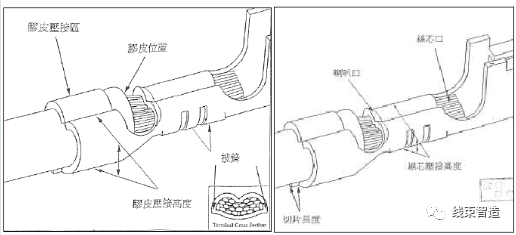
铆导体位置
压接端子包线位标准说明
1. 无胶皮在线芯压接区域
2. 线尾延伸至线芯终止耳形区中间
3. 线芯压接后端子线芯无切口,无遗失,无飞线
4. 喇叭口:包线位两端应有喇叭口,喇叭口高度约等于端子原材料厚度的1-2倍
5. 端子线芯压接后无变形(香蕉形)
6. 锁片无变形,无越位
注意:压接端子包线位可靠性应可参考以下实验
1. 端子拉力测试
2. 接触电阻测试
铆导体位置之喇叭口标准:
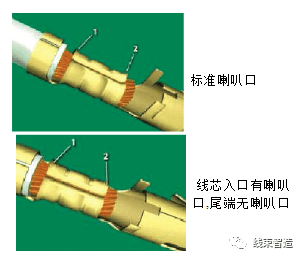
标准:端子包线位两端都有喇叭口,厚度1-2倍材料厚度
可接受:线芯入口有喇叭口,尾端无喇叭口
不良原因:喇叭口过大,喇叭口过小或无
说明:
喇叭口:是在端子压接线芯位的边缘所形成的漏斗状
目的:减少因线芯压接位过于锐利而割伤线股与切断线芯的可能
SPEC:线芯喇叭口的高度约等于端子原材料厚度的1-2倍
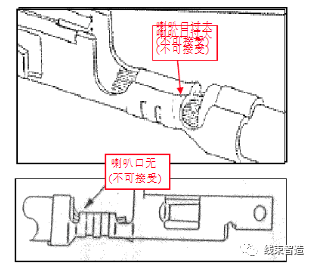
铆导体位置的线尾标准:
不良原因:无线尾或伸出长度不够
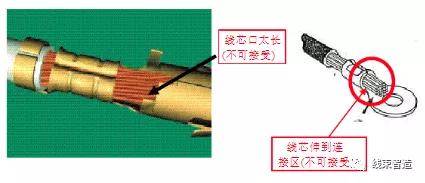
不良原因:线芯口太长,延伸到端子接触点区域
说明:
线芯露出长度太长或太短:线芯伸出压接位接近端子一边的长度太长或太短
目的:有助于确保机械压着时线芯压接位内有充分的芯线长度,防止太长影响装配,太短,拉力不够
SPEC:线尾延伸至线芯终止耳形区中间,线尾不能延伸到端子接触点区域
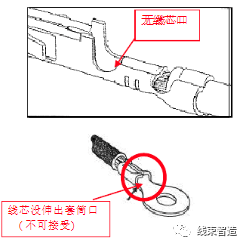
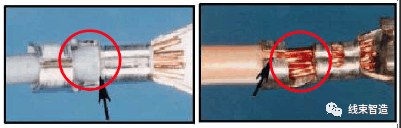
铆导体位置的切口,导体飞丝:
不可接受:芯线外露
说明:
线芯切口,遗失或外露:指压接端子后线芯导体被切伤,遗失或外露
目的:端子与电线的拉力是由所有线芯与端子所造成,如有部分线芯飞出,会造成拉力降低
SPEC:不允许遗失,外露及切伤芯线
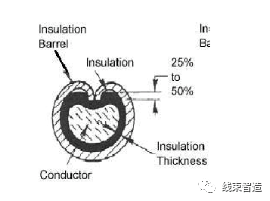
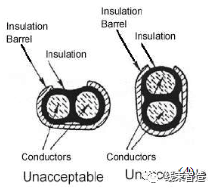
导体与绝缘的窗口检查要求:

标准:线芯在绝缘皮与压接翼之间都可见
不可接受:只见到绝缘皮,或只见到线芯
说明:
端子检查窗口:包线位与包胶位之间可见区域
SPEC:在端子检查窗口内,胶皮与裸导线应都能见到,基本上胶皮和裸导线长度各占一半
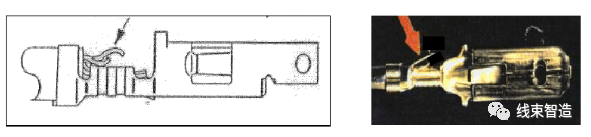
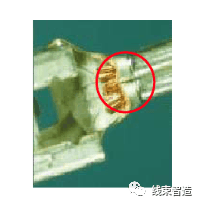
端子表面破损/脏污/氧化/变形:
不可接受:压接后端子接触弹簧片,扣位等变形
不良原因:压接后端子表面有脏污
说明:
端子表面破损/脏污/氧化:压接后端子表面有破损,或损伤表面电镀层或表面有脏污,氧化
目的:如表面有电镀层,破损会引发氧化,容易腐蚀、脏污,氧化会影响端子使用功能
SPEC:压接后端子表面不能有破损
披锋:
可接受:披锋高度小于材料厚度
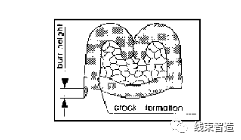
不可接受:披锋高度大于材料厚度
说明:
披锋:端子压接后下刀两边缘凸出尖锐部分
SPEC:毛刺高度小于材料厚度,不允许压接高度底部产生裂纹
压接高度过高:
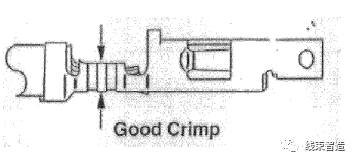
标准:端子翅翼与线芯压接良好

不可接受:压接太松,线芯与端子拉脱力小
说明:
包线位夹线高度过高:端子两翅没完全与导线线芯接触。CCH(线芯压接高度)>SPEC
SPEC:端子夹线高度必须符合夹线标准
压接高度过低:
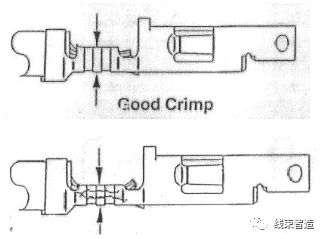
不可接受:压接高度过低
压接高度过低外观特征:过多的包线位尾部喇叭口表明压接太紧或不合配的线径与端子
说明:
包线位夹线高度过低:端子两翅与导线线芯接触太紧。CCH(线芯压接高度)<SPEC,压伤线芯
目的:如夹线高度过低,会造成线芯折断和端子夹线处爆裂,而导致拉力不足
SPEC:端子夹线高度必须符合夹线标准
压接后端子弯曲(香蕉型)
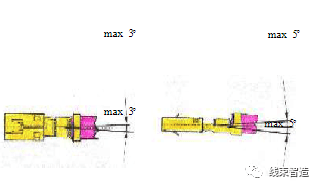
标准:端子平直度应符合左上图所示,端子平直度不允许影响端子连接及端子的接插功能
不可接受:压接后端子弯曲超过标准
说明:
压接后端子弯曲(香蕉型):压接后端子弯曲成香蕉型,即端子平直度不符合要求
目的:如端子有压接部分与插拔部分未能成一直线,会造成入Housing困难
SPEC:端子平直度应符合左上图所示,端子平直度不允许影响端子连接及端子的接插功能
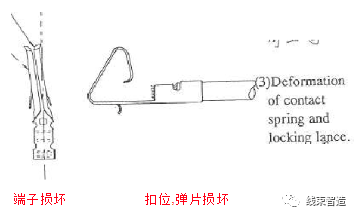
扣位弯曲或变形:
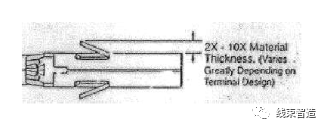
标准:端子扣位大约为2-10倍端子材料的厚度(但视不同端子而定)

不可接受:压接后端子弯曲超过标准
说明:
扣位弯曲或变形:A>扣位被压扁;B>扣位张开
目的:由于在压接端子时从包装卷送料到端子机时的拉力所造成或在压接端子后的搬运不小心造成扣位变形与弯曲会影响入Housing装配
SPEC:扣位大约为2-10倍端子材料的厚度(但视不同端子而定)
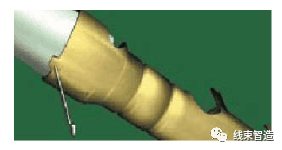
包胶要求:
包胶位压接后,在包线与包胶位窗口应能见到绝缘皮,如有多支线压接同一端子,也应都见到
绝缘层压接后,端子包胶位金属翅翼不能划伤电线绝缘层(非压接区域)
绝缘层压接后端子包胶位金属翅翼尽可能包扎及固定电线胶皮
注意:压接端子包胶位可靠性应以以下实验为最终判定
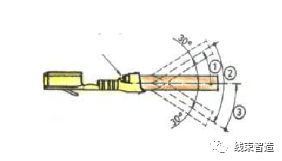
按上图在绝缘层处弯曲导线两次循环(包括1+2+3)经弯曲试验后,绝缘层不脱离压接翼
压伤胶皮内线芯:
标准:
1. 包胶位翅翼压紧胶皮,对内芯线无压伤
2. 包胶位压接时可允许刺穿胶皮25%-50%
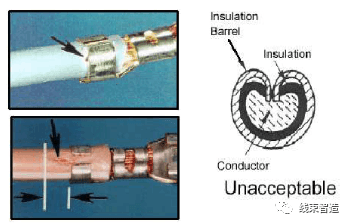
不可接受:绝缘皮有压痕,导致线芯可见
说明:
压伤胶皮内线芯:包胶位翅翼穿透绝缘层,刺到线芯,并压伤线芯
SPEC:包胶位翅翼穿透绝缘层浓度为25%-50%,不允许压伤线芯
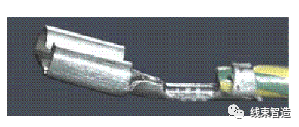
没压紧绝缘皮:

标准:
1. 压接翼与绝缘皮至少有3个接触点
2. 端子夹胶皮层之成型外围大于88%
3. 压接翼与绝缘皮如左上图(2)(3)所示可接受
不可接受:包胶位翅翼没压紧胶皮,绝缘皮没固定
说明:
没压紧绝缘皮:包胶位翅翼与绝缘皮没有包紧,少于3个接触点
SPEC:压接翼与绝缘皮至少有3个接触点,压接后绝缘皮无松动
料带残留判定:
连带切片标准说明:
1. 切片长度不能超过端子材料厚度的2倍
2. 切片切剪过程汇总不能对端子插拔配合部分有损伤
3. 端子插拔配合后切片不能凸起
4. 切片不能影响插拔功能
注意:切片外观应能满足端子插拔功能,可靠性,外形等,如有争议,应以插拔配合OK为最终判定
切片过长或无切片:
标准:切片长度不超过端子材料厚度的2倍

不可接受:切片长度超过端子材料厚度的2倍
说明:
切片过长或无:切片长度超过端子材料厚度的2倍,或没有切片长度
SPEC:切片长度不超过端子材料厚度的2倍
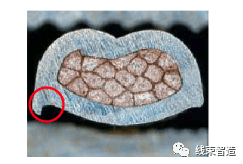
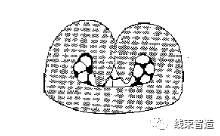
截面标准:
附:压接剖面标准说明
1. 芯线压接翼相遇并相互支撑,芯线压接翼对称
2. 芯线压接中所有的单根芯线呈蜂窝状,且分布均匀
3. 芯线压接翼末端的压入深度差a小于端子材料厚度
4. 芯线压接翼末端和压接底部内侧间的距离a小于端子材料厚度的1/2,但未接触压接底部
可参照下图标准断面

压接剖面图要求1

可接受:a小于端子材料厚度的1/2,但未触压底部
不可接受:芯线压接翼末端接触压接底部
特别接受:轻微触底,但其它所有参数都OK
说明:
包线位夹线太紧:芯线压接翼末端和压接底部内侧间触压,压伤线芯
SPEC:芯线压接翼末端和压接底部内
压接剖面图要求2
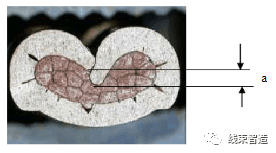
可接受:芯线压接翼末端的压入深度差a小于端子材料厚度
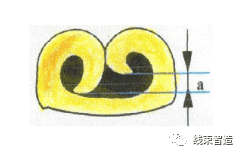
不可接受:芯线压接翼末端的压入深度差a大于端子材料厚度
说明:
包线位夹线不均匀:端子两翅插入深度不一样
SPEC:芯线压接翼末端的压入深度差a小于端子材料厚度




©版权所有 2018-2025深圳戴泰科电子技术有限公司粤ICP备20007589号-1
 粤公网安备 44031102000616号
粤公网安备 44031102000616号














