
欢迎来到!深圳戴泰科电子技术有限公司官网官网!
技术热线:0755-23426380


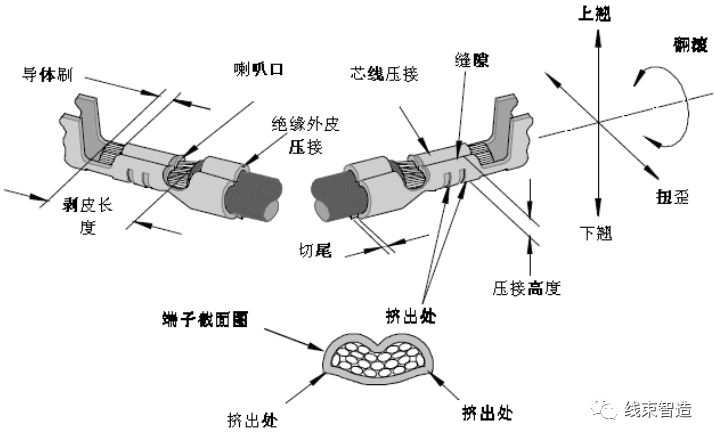
喇叭口
压接后在芯线压接框的边缘形成喇叭口,成为芯线漏斗。此漏斗减少了芯线压线框锋利边缘割断或割伤芯线的可能性。芯线压线框喇叭口的厚度一般应为端子材料厚度的1到2倍左右。
弯曲试验
弯曲试验是测试绝缘外皮压接质量的一种方法。我们把导线来回弯曲若干次,然后评估绝缘外皮和芯线束的移动情况。作为一项规则,绝缘外皮的压接要承受住电线朝向任何方向若干次60至90度弯曲。压接细导线时要小心,不得割破绝缘外皮压接处后面的绝缘层。
导体刷
导体刷是穿过芯线压线框、面向端子接点区的芯线束。由于存在从压线框凸出出来的芯线束,机械压接力可以全部作用于芯线上。导体刷不应当延伸到端子接插区域。
芯线压接
芯线压接是对套在芯线上的端子压线框的压缩。该操作建立起一个低电阻、高电流承载能力的电气通路。
芯线压接高度
芯线压接高度是从所形成的压接顶面到底部径向表面的距离。该高度不包括挤出处高度(见上图)。压接高度测量采用一种快速的、非破坏性的测量方法,用于测量环抱住芯线的端子压线框是否正确压接到芯线上。该测量结果是过程控制中的重要指标。制定压接高度规范时,通常要针对不同股数、涂层、端子材料和电镀的导线,兼顾压接的电气和机械性能。虽然可以针对不同股数、和端子电镀来制定不同的最佳压接高度,但一般只规定一种压接高度。
切尾长度
端子从承载带上分离后,端子头不是平的而是凸出一部分,叫做切尾。作为一项规则,切尾长度应为端子材料厚度的1.0 到1.5 倍(请查阅具体端子的规格要求)。切尾太长,会使端子(因插入不到位)而露在连接器塑壳外边,或无法满足电气间距要求。通常,可设置一个工具,使切尾平齐于一个材料的厚度。
挤出(外展)
压接使导线压线框底部形成外展,形成外展的原因是冲头与铁砧之间的间隙。若铁砧出现磨损或端子被过度冲压,则会造成端子底部外展过度。若冲头和铁砧之间错位,若喂送调整功能关闭,若端子被拖拉的距离不够或过大,则会出现凹凸不平的挤压效果。
绝缘外皮压接(缓解应力)
绝缘外皮压接可为电线提供支撑力,以便电线插入塑壳。也有助于端子抗振。端子必须尽可能牢牢地抓住电线,但不得压透绝缘外皮而触及芯线。判断绝缘外皮压接合格与否的标准是主观的,要视连接使用场合而定。针对特定应用场合,我们建议你进行相应的弯曲测试,以确定绝缘外皮压接所提供的缓解应力的能力是否合格。
绝缘外皮压接高度
通常不规定绝缘外皮的压接高度,原因是存在着各种各样的绝缘外皮厚度、材料和硬度。大多数端子被设计成容纳多种规格的导线。端子在其适用范围内,可能无法完全抱住绝缘外皮,或无法严丝合缝地抱紧导线。但这种情况下的绝缘外皮压接通常是合格的。
1.若电线过粗,则绝缘外皮压线框应至少箍住电线的88%。
2.若电线过细,则绝缘外皮压线框应至少抓紧导线的50%,并能牢牢握住电线的头部。
要检查绝缘外皮的压接截面,请把电线从端子后面切下来,使切面齐平于端子后面。确定好最佳压接设置后,要记录好绝缘外皮压接高度。操作人员可以把检查绝缘外皮的压接高度作为设置步骤的一部分。
绝缘外皮末端位置
该位置是绝缘外皮末端在绝缘外皮压接处到芯线压接处之间的过渡区间内的位置。在该过渡区间,芯线长度要相同于绝缘外皮长度。绝缘外皮末端的定位要确保绝缘外皮压线框整个长度的下面均存在绝缘外皮,另一方面,绝缘外皮不得延伸到芯线压线框下面。若用台式压接机压接,绝缘外皮末端位置决定于导线止档和剥皮长度。若用自动电线处理机压接,绝缘外皮末端位置决定于压接机的进/出调整。
剥皮长度
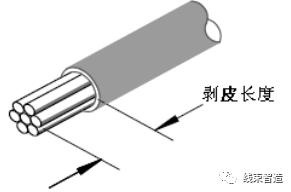
剥皮长度就是把导线的绝缘外皮剥下来后,暴露出来的芯线长度。当绝缘层末端位置在绝缘外皮压接处和芯线压接处之间的过渡区间居中时,剥皮长度决定了导体刷的长度。




©版权所有 2018-2025深圳戴泰科电子技术有限公司粤ICP备20007589号-1
 粤公网安备 44031102000616号
粤公网安备 44031102000616号














