
欢迎来到!深圳戴泰科电子技术有限公司官网官网!
技术热线:0755-23426380


端子的铆压标准
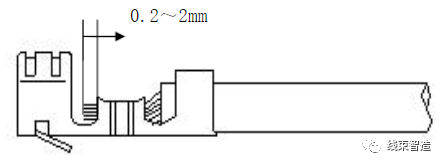
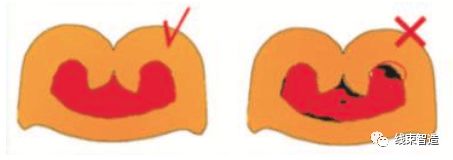
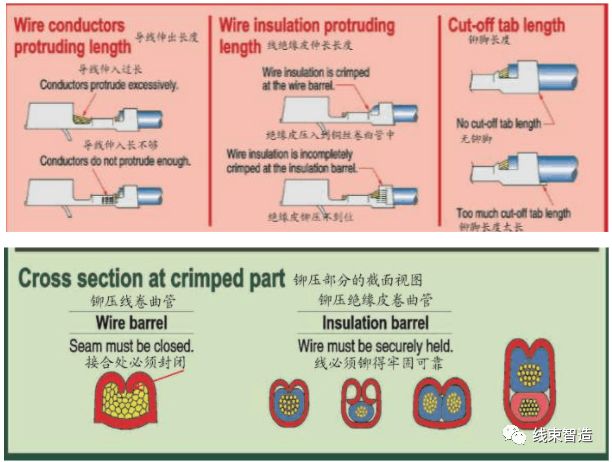
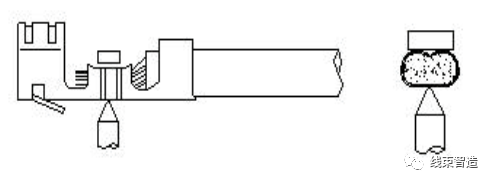
端子正确铆压标准:端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可。
端子的内模压着导体后外露部分须超过0.2~2mm,正确铆压如下图:
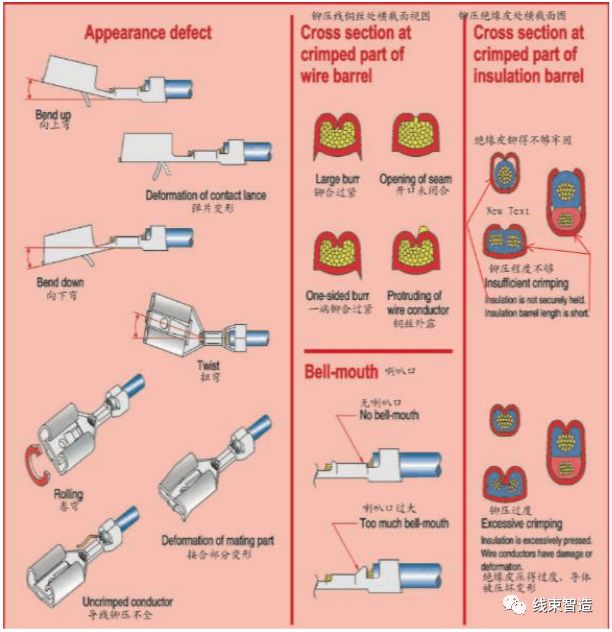
端子不良铆压标准
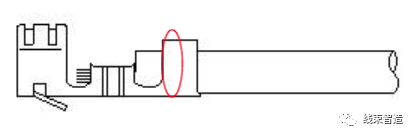
1、绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
2、绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。

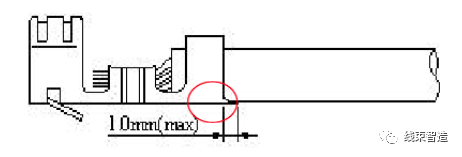
3、尾料切断部分,所剩下的料头超过1mm。
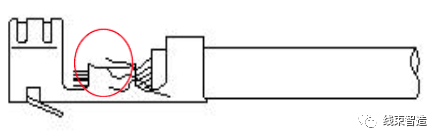
4、端子内模有导体外露(分叉)。
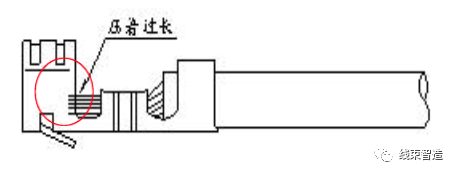
5、导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与护套实配。
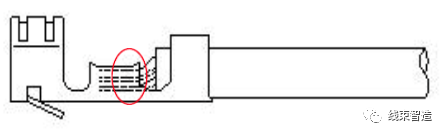
6、导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不足,易脱落。
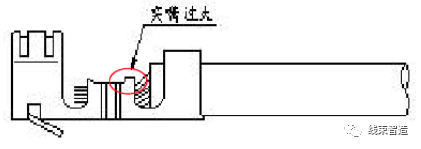
7、端子内模压着突嘴过大(超过内模的1/3)。
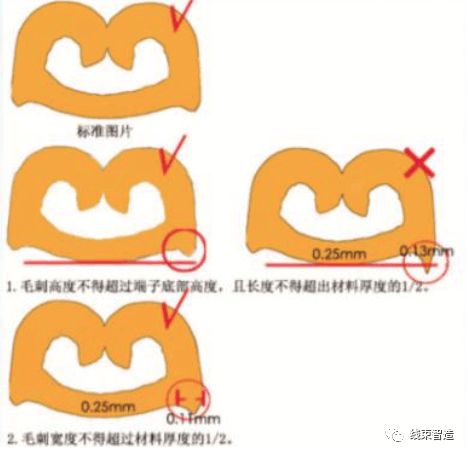
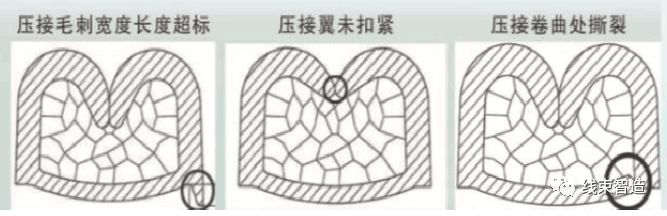
8、端子压接高度的毛刺管理,毛刺不得超过端子底部高度,且长度不得超过材料厚度的1/2;毛刺宽度不得超过材料厚度的1/2。
9、端子压接面积应该进行控制,以压缩比进行评价。压缩比的标准在70%-90%,压接后内部尽量不要有间隙,若有,间隙的面积不能超过总面积的2%。
10、其他铆压注意事项:
a.压接后的材料厚度不得低于压接前高度的1/2;
b.羽翼间的高度差不得大于材料厚度的1/2;
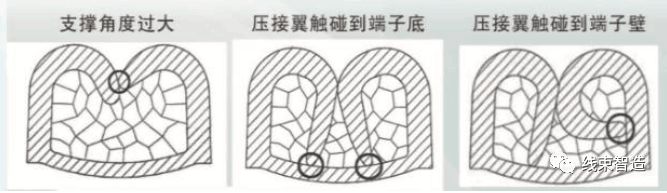
c.压接翼到端子底部的高度差不得低于材料厚度的1/2,且不得触底或触壁;
d.压接好的端子不可出现缺口、断裂或裂纹(要显微镜下看);
e.压接好后,压接翼间不能出现间隙,且接触面积不得低于材料厚度的75%。
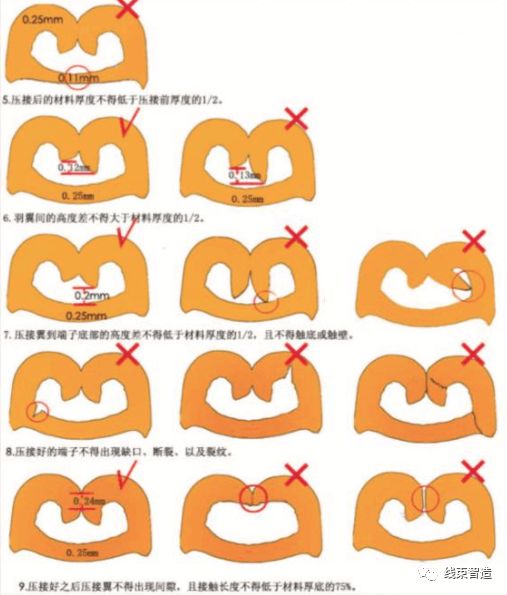
11、各种标准限度参照下列图形:
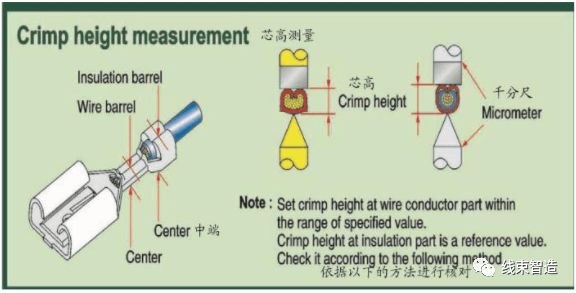
端子的测量和判定基准
端子内模导体压着高度测量方式:铆接高度的标准依线径的不同有所不同,根据端子型号和供方制定标准。
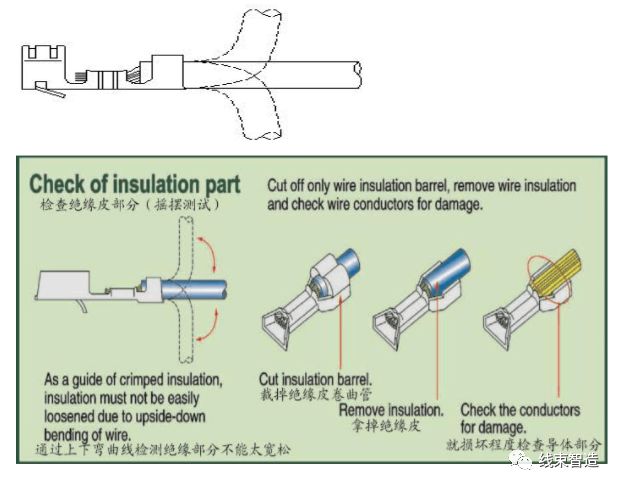
端子外模绝缘外被压着检验方式:导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。
端子内模导体拉力测试及检验方式:
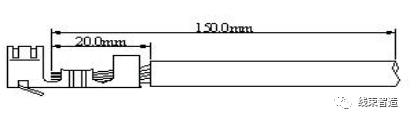
1、测试长度以150mm左右为标准,脱去外被20mm左右,以智能拉力测试机测试,直到导体与端子分离,拉力测试机上显示的数据就是端子拉力;
2、若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量;
3、拉力测试后应检验端子拉出后的状况,若导体芯线全部断在端子内模内为端子压着高度过低,则必须重新将端子内模高度调高;若导体芯线无一股芯线留在内模中,则必须重新将端子内模高度调低(除铆压双并线端子外);
4、双并线合铆压在一端子时,端子内模时不得有芯线导体外露,双并线的拉力在拉力规格范围内即可。
5、端子的功能端不可有开口、变形、扭曲等不良且应必须保证电气功能及适配OK。
6、端子镀层部分不可有刮伤、露黄、氧化发黑等不良。
铆压设备的要求和确认
端子铆压过程中如何判定设备已经调整至最佳状态,往往是通过铆压的产品进行判定。
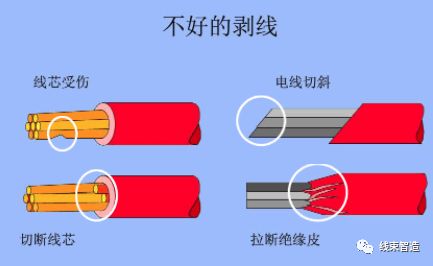
1、剥线刀具是否最适化,是通过如下剥线外观进行判定的,外观不能满足则需调整;
2、端子铆压铜线露出的长度不一致或者铆压切片不能满足时,则微调整铆压设备上相关位置;
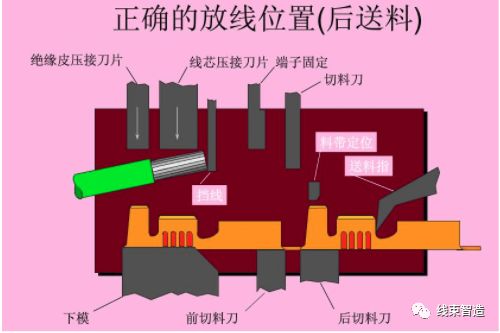
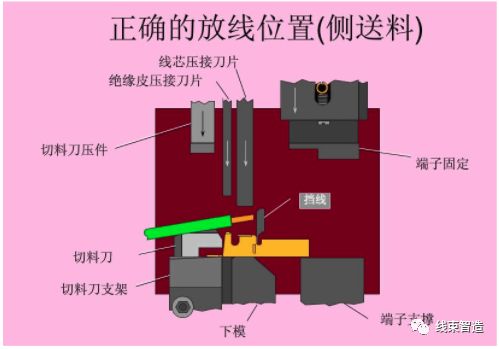
注意:挡线用的挡板、料带的定位卡板至关重要,因为其影响着铆压长度的一致性,所以铆压设备上必须配有此功能。
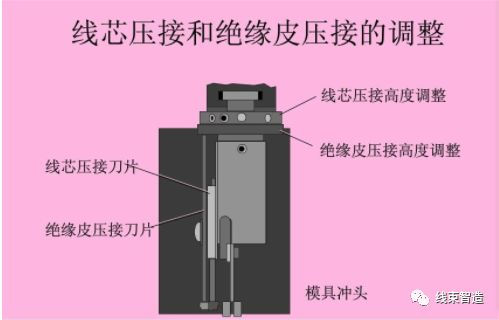
3、端子铆压高度或者铆压切片不能满足时,则微调整铆压设备上相关位置;端子铆接刀片的精度,刀片的厚度、宽度、长度、寿命都将直接影响到铆压的效果。
4、端子铆压设备最终是否满足要求,需要通过铆压效果进行评定,及主要评价参数均要达标方可验收此设备。
a.铆压高度CPK>1.33;
b.铆压压缩比CPK>1.33;
c.铆压拉拔力CPK>1.33;




©版权所有 2018-2025深圳戴泰科电子技术有限公司粤ICP备20007589号-1
 粤公网安备 44031102000616号
粤公网安备 44031102000616号














