
欢迎来到!深圳戴泰科电子技术有限公司官网官网!
技术热线:0755-23426380


1、目的
1.1 规范端子研磨机的作业标准。
1.2 规范打端横截面的分析与取相方法。
2、适用范围
2.1 适用于端子研磨机。
2.2 适用于手工制作的打端横截面及图片。
3、名词定义
3.1 端子截面:端子的铆压位中部横切后的断面。
3.2 取相:端子截面在CCD或二次元下的清晰图片。
4、职责权限
4.1 工程部:负责制定和修订标准文件及机器维修;确定压接高度前的截面制作。
4.2 品质部:负责首件和制程中的截面制作,机器的日常点检和保养。
4.3 其他使用部门:严格按照本规范之对应参数进行标准作业。
5、工具设备
5.1 显微镜:电脑上带CCD或二次元,用于截取端子截面的图片。
5.2 镊子:用于夹取样品。
5.3 研磨机:切割端子和研磨端子。

6.0 安全和注意事项
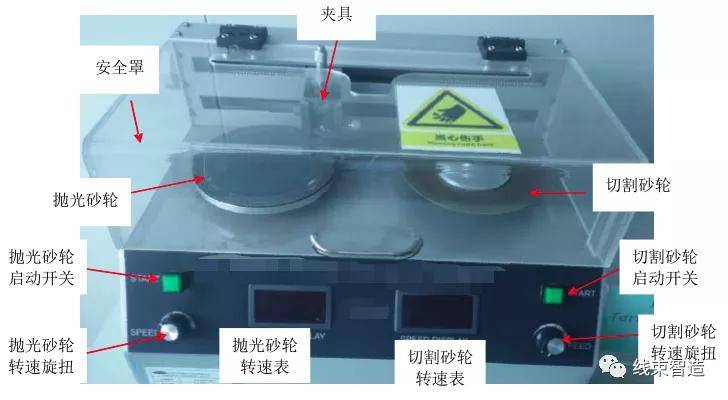
6.1 研磨时须盖上防护罩,机器停止后才能打开安全罩,离开时断开电源。
6.2 盛硝酸的化学瓶必须固定在支座内,严禁将硝酸瓶直接放在操作台上。
6.3 操作时小心避免硝酸飞溅,万一硝酸飞溅到皮肤上,先用水冲洗,必要的话看医生。
6.4 操作完后应立即盖上硝酸瓶盖。
6.5 机器突然出现不运转或失灵,操作员不能私自处理,应关掉电源,通知负责的技术人员来处理。
6.6 当机器或周边有烧焦味、冒烟、着火等异常情况出现时,操作员应该立即关闭电源之后远离危险,同时通知相关人员来处理,使用机器时一定要将机器安全罩放到位后才操作。
7、准备工作
7.1 按图纸准备正确的物料或开发提供的物料:端子和对应的线材。
7.2 在电脑中或发行的端子压接高度表中查找到相关的铆压参数及刀模规格。
7.3 按《EM-WI-002》刀模治具管理办法,领取刀模。
7.4 按《EM-JC-003》端子压接作业指导书装模调机并铆压相应高度的端子。
7.5 按端子铆压标准检查铆压后的外观质量。
7.6 生产首件需要做截面时,技术员调好机器和高度,QC负责确认端子和线材规格并磨取截面和取相保存。
7.7 制程中需要做截面时,由QC自行拿样品磨取截面和取相并保存。
8、磨取截面
8.1 作业员必须是经过培训合格后才可以操作此机器。
8.2 脚踏板在移开时必须先关掉电源,手不可碰到开关。
8.3 技术员在调机时必须切断电源,开关处在安全的位置。
8.4 只能使用铆压高度合格及铆压外观合格的样品制作截面。
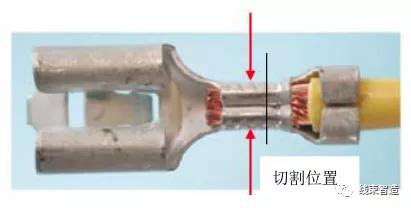
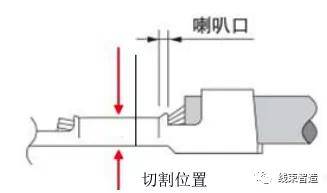
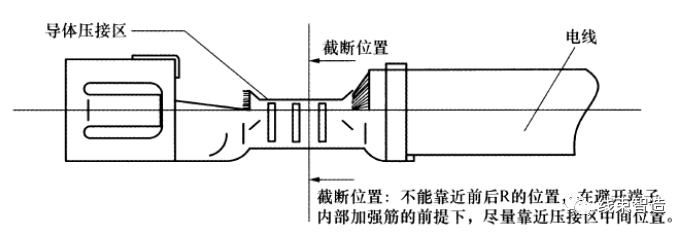
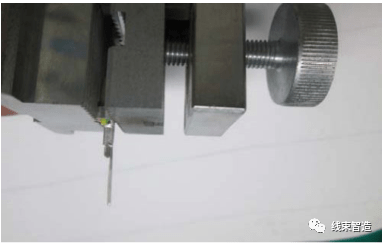
8.5 端子的截面位置:靠近铆压位置的中间,如上图红色箭头所指的位置。切割位置须稍稍偏右一点,预留好需要磨掉的地方,如上图黑色线条标识的位置。如果端子上有加强筋时需注意避开,如下图所示。
8.6 剖切/打磨样品时,应确保横切面与端子水平方向垂直,倾斜横截面不可接收。
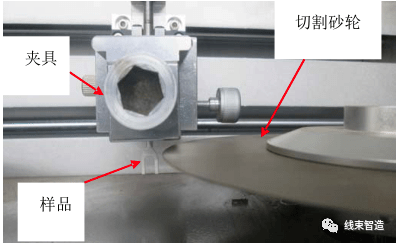
8.7 把样品按图示要求固定在夹具上,有横截面的一端外露,垂直装夹,如下图。
8.8 将端子置于切割砂轮前,按上述要求调好位置。
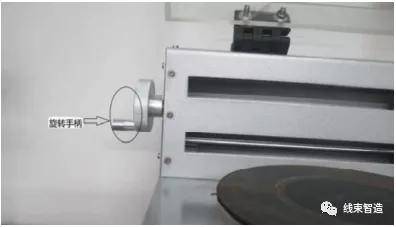
8.9 按下切割砂轮的启动开关,调整转速旋钮到3000转以上。
8.10 顺时针缓旋手柄至端子切割脱落。
8.11 切割好以后,移动治具和样品到抛光砂轮上,调整好位置,按下抛光砂轮的启动开关,调整转速旋钮到3000转以上。
8.12 当研磨机无法工作时,临时可以用夹具夹住端子在800D的细砂纸上手工磨取,磨取时端子不能在砂纸上来回磨,只能往一个方向并保证截面与端子的垂直度。
9、试样浸蚀
9.1 为进行显微镜检验,需对磨好的端子试样进行浸蚀,以显示其真实、清晰的组织结构。
9.2 把横截面浸泡在浓度最高为30%的硝酸中约3秒,硝酸浓度越低,浸泡时间越长。
9.3 用镊子把硝酸中的样品(端子)取出来,迅速放入清水中清洗。
9.4 用风枪吹干横截面。
9.5 浸蚀后试样表面有扰乱现象,可用反复多次抛光浸蚀的方法除去。扰乱现象过于严重,不能全部清除时,试样须重新磨制。
10、取相
10.1 具体按《EM-JC-045 影像仪作业指导书》的操作指引,以下为粗略流程:
10.2 装夹和固定试样,试样的截面朝上与台面平行,不能倾斜,且被测量的位置不能受力。
10.3 打开取相软件。
10.4 打开电源。
10.5 调到适用的放大倍数。
10.6 选择合适的光路。
10.7 调整X、Y轴移动旋钮,调整载物台位置,找到被测量的试样。
10.8 调整镜头与试样之间的距离(调整Z),直到试样清晰符合要求。
10.9 保存图片。
11、品质标准
11.1 需要检查的各个参数及说明:
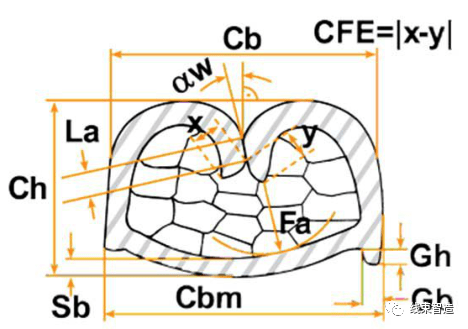
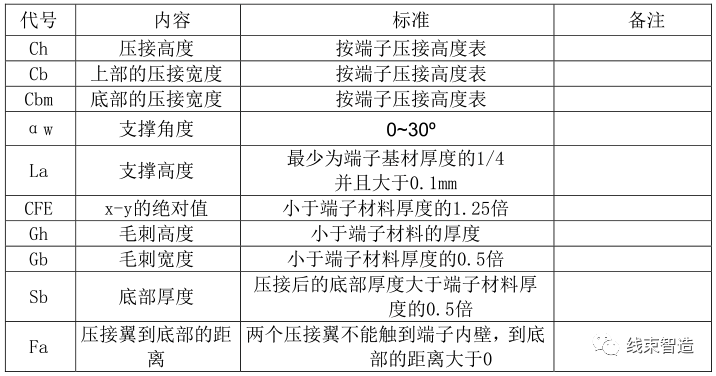
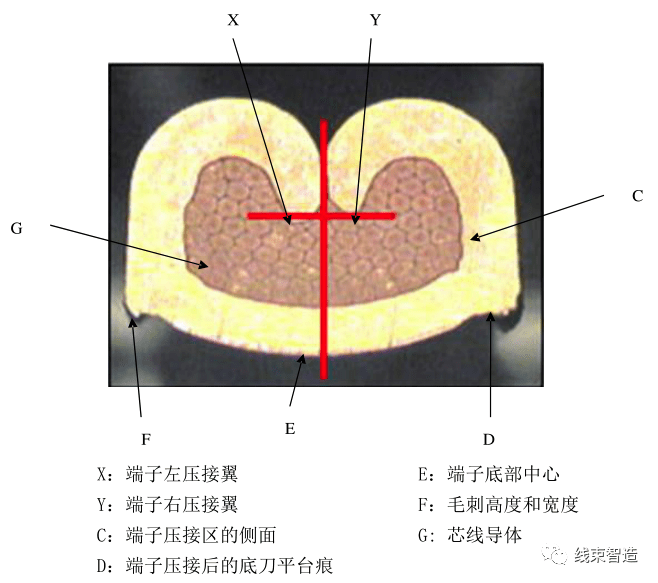
11.2 截面图的简化说明
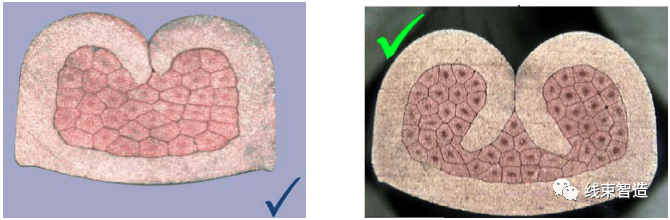
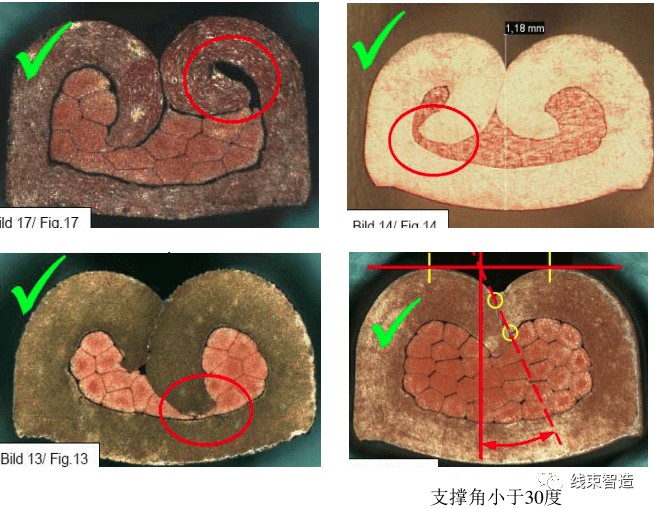
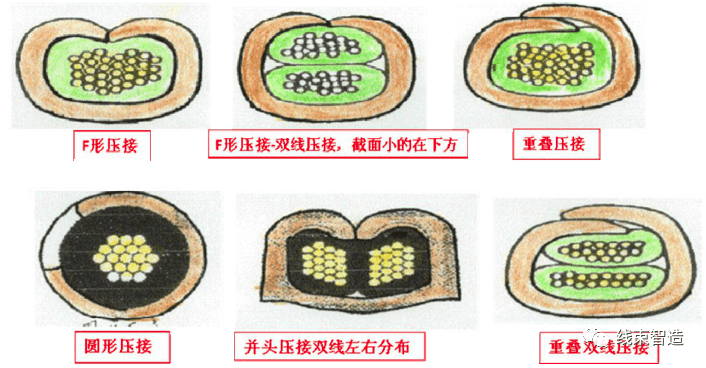
11.3 压接后,端子左右两个压接翼应该相遇并相互支撑和对称(X和Y对称),支撑长度最少为端子基材厚度的1/4并且不少于0.1mm,导体中所有单线的断面应呈不规则多边形,端子压接部位应包住全部导体,可接收的图片如下:
支撑长度最少为端子基材厚度的1/4并且不少于0.1mm。
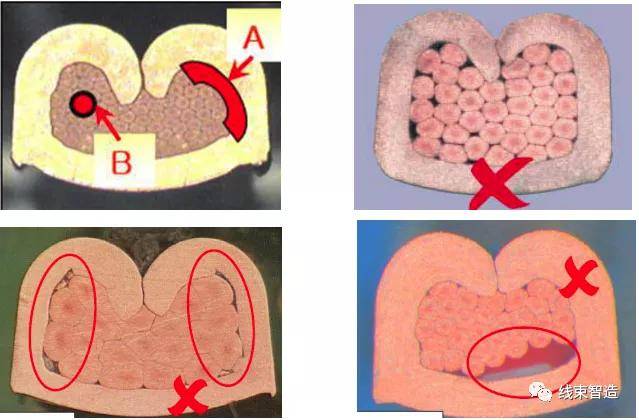
11.4 端子左右两个压接翼应该相遇并相互支撑和对称,不对称的不良图片如下:
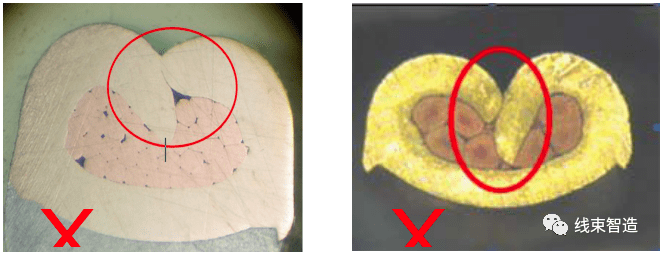
11.5 端子左右两个压接翼没相遇或相互支撑距离太少,不良图片如下:
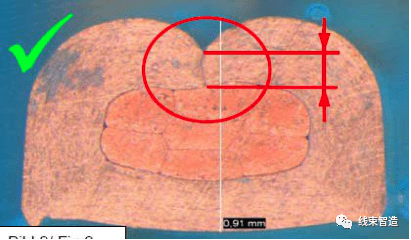
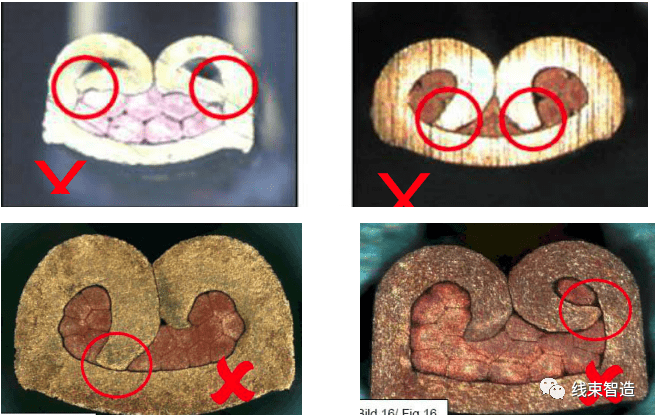
11.6 压接后,端子左右两个压接翼不应该与侧面或底部发生干涉(X和Y不能接触到C点或E点),不良图片如下:
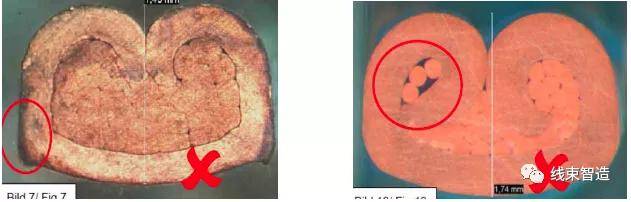
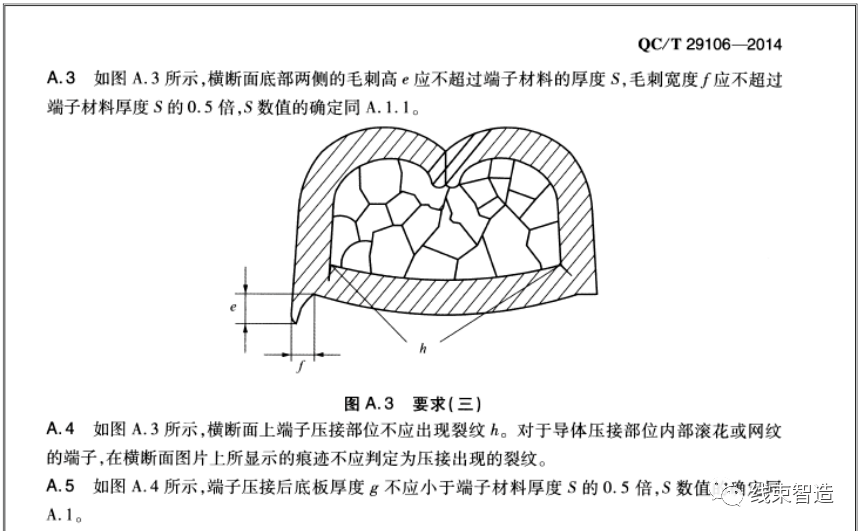
11.7 压接后,端子的底部两侧应对称并可见底刀的平台痕,毛刺高度须小于端子材料的厚度,宽度不能超过端子材料厚度的1/2,不良图片如下:
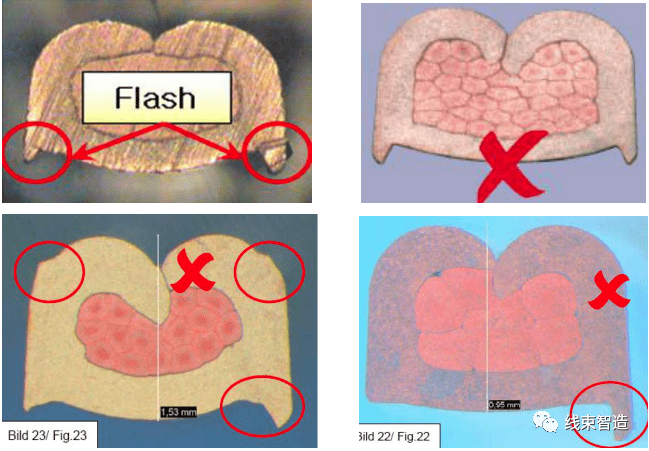
11.8 压接和截面磨取时,应保证样品的完整,如左下图示,样品的左角已缺失不可接受。
11.9 所有的导体必须在有效的压接区域内,右上图为部分导体没有被有效的压接。
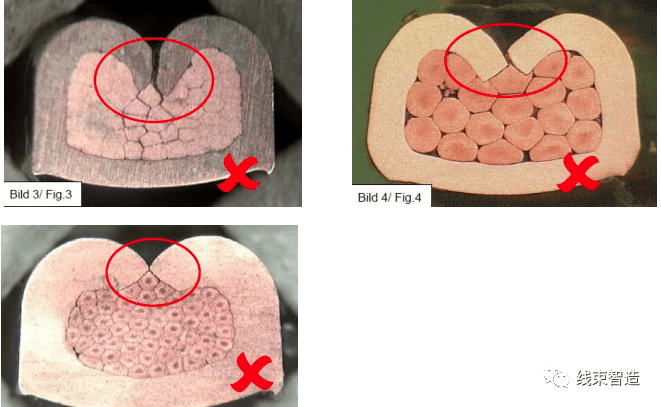
11.10 压接后导体中所有单线的断面应呈不规则多边形(呈蜂窝状),端子压接部位应包住全部导体,铜丝应该有明显的压缩变形,且均匀分布,如左下图,A和B两处应无明显缝隙,右下图中的铜丝中有缝隙且铜丝变形不够。
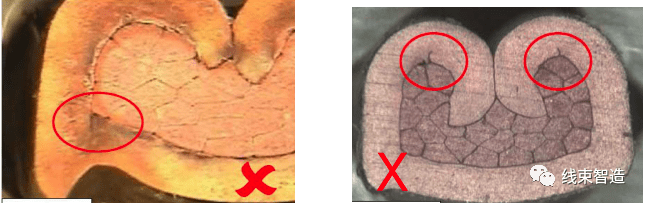
11.11 截面上所有的端子基材都不应该有缝隙。
11.12 当导体较少,端子的压接翼未接触到端子内壁时的可接受样品:
11.13 绝缘的标准切面图示:
12、研磨机的保养
12.1 机器保养时必须关闭电源;
12.2 使用后将砂轮周边擦拭干净;
12.3 砂轮磨损后需要更换;
12.4 确保各开关按钮正常;
12.5 机器表面及台面保持干净。
13、参考文件
13.1 《端子压接品质规范》
13.2 《端子压接标准》
13.3 《端子拉力测试标准》
13.4 《端子压接作业指导书》
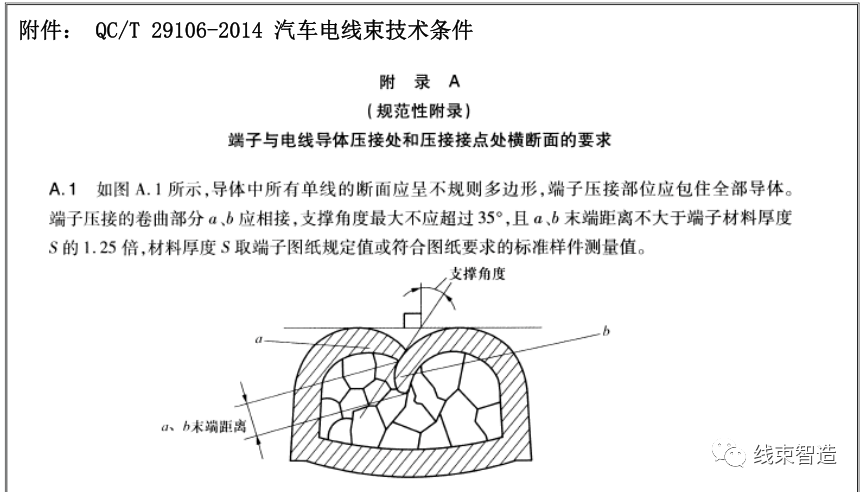
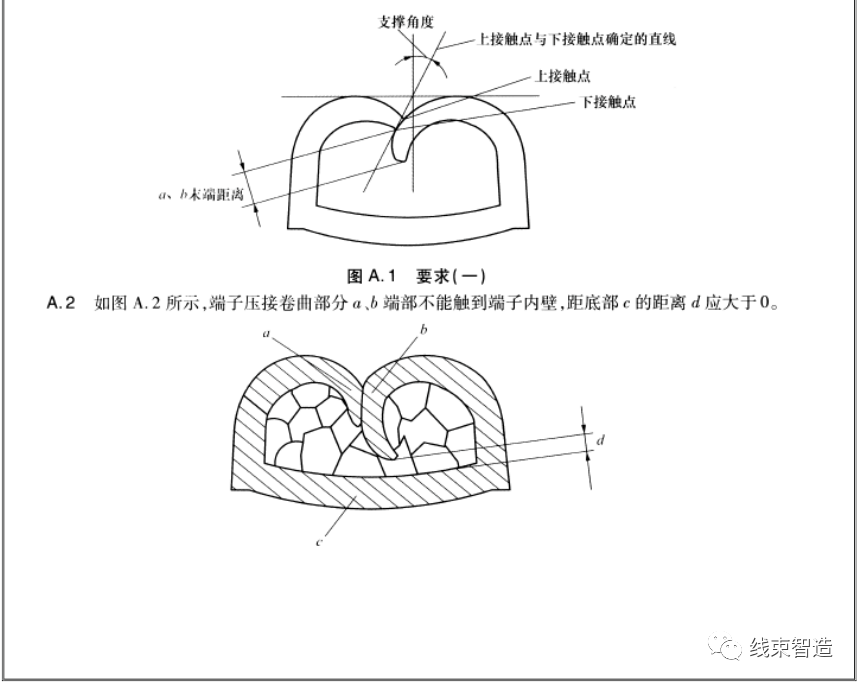
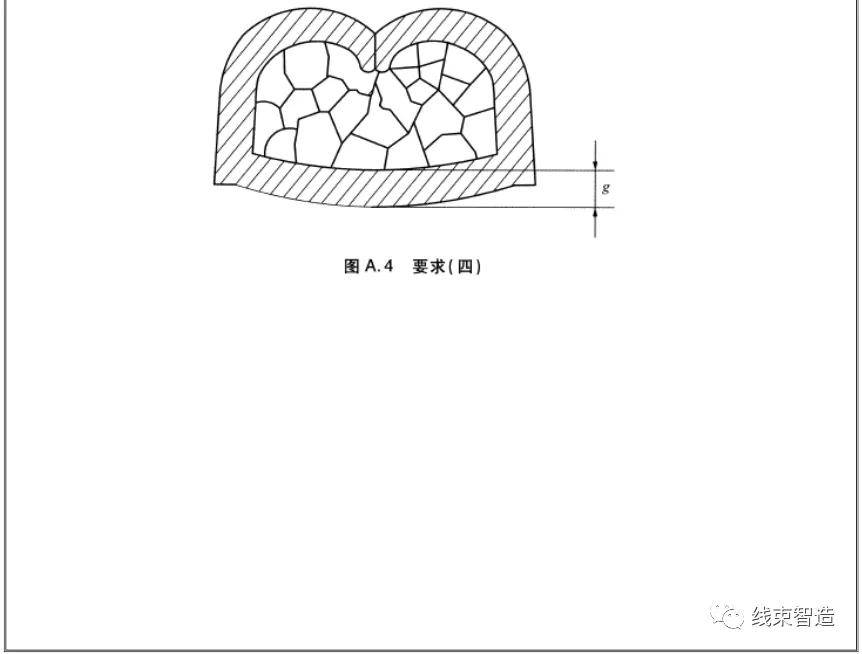
13.5 《QC/T 29106-2014》附录A




©版权所有 2018-2025深圳戴泰科电子技术有限公司粤ICP备20007589号-1
 粤公网安备 44031102000616号
粤公网安备 44031102000616号














