
欢迎来到!深圳戴泰科电子技术有限公司官网官网!
技术热线:0755-23426380


1、内切与外切
860#刀模又分内切与外切两种。它是根据端子结构来区分的,切料与铆压的部位在同一端,那就是外切。如源兴、USB机种、三星等端子刀模均用860#外切刀座。
相反,切料带与铆压的部位于端子的两端(各占一端),即用内切刀座。如:飞利浦芯线、地线端子就是用内切刀座來铆,也就是铆刀装在外面而切刀装在里面。
2、差异
(1)推料爪不一样,内切与外切的方向是反的。
(2)刀片的长、宽均是一样的(不分内切与外切),但是上内与上外刀的高度有1mm落差,即上内刀刀口高49mm,下外刀刀口高为48mm。下刀一般是一样高(除特殊的端子,如:AMP61117-4、AMP350537-3等端子)。
3、调试方法一样:
(1)装好上刀片及下刀片;
(2)用手动摇下来,上下刀之间的间隙到最低点;
(3)松开端子机上调高度的螺丝,适当调整再扭紧;
(4)用手动摇一个端子试一下,测试前铆高度;
(5)后铆高度可通过调整上外刀的位置来调整。
860#刀片设计
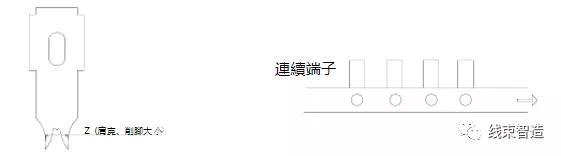
现在具体讲解一下怎样根据材料(端子、线材及housing)来配一付合理的刀片(包括:刀片厚度、刀片口子的大小、削脚大小、下刀落差)。
1、刀片的厚度确定:
刀片的厚度(上内刀、下外刀及下内刀、下外刀的厚度),完全根据端子来确定。假设X、Y分别为下内刀与上外刀的厚度,下内刀、下外刀的厚度分别为X+0.4、Y-0.2。这样一来,上刀总厚度为X+Y、而下刀总厚度为X+Y+0.2。(如图)

当然这是最常见的,也有特殊端子,下内刀、下外刀厚度分别为X+0.6,Y-0.2。这样,上刀总厚度为X+Y+0.4,例如蛇舌端子就属此类。
2、刀口的确认:
根据端子脚的长度及线材大小、housing口子的宽度来综合考虑,原则上要求:
(1)前铆铜丝包紧(不允许有铜丝叉出);
(2)后铆PVC也要包好;
(3)端子压着后能顺利穿进housing里面。
3、刀口设计注意事项
(1)如果内刀刀口太大,铜丝可能包不住,总会有1根或2根铜丝露出来;刀口太小,端子压着后下面的毛边很大。
(2)外刀的刀口至少比housing孔的宽度小0.1-0.2mm,否则端子压着后穿不进去,同时也要考虑线材大小,尽可能使外被能包好、包紧,又能穿进去。
4、在配刀片时,也要考虑端子与端子间的距离来确定刀片削脚的大小(也叫刀片肩宽),即刀片两个脚的外围距离。
5、设计注意事项:
如果肩宽太大,在压着端子时,左边的刀片脚可能会把后面的一个端子弄变形。
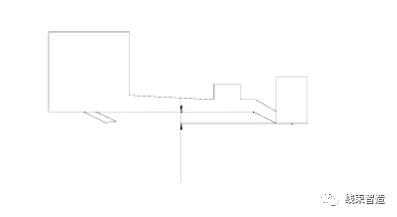
6、下刀口之落差:
一般端子前铆与后铆没落差,下内刀与下外刀口一样高,均为258.5mm。但有些端子前铆与后铆有落差,这样在配刀片时,在下刀也要把落差作出来,即下外刀比下内刀刀口低一点(配合端子落差),使端子放在下刀上是平的。
1500#刀模
1500#刀模分直式与横式两种。横式又分内切与外切(同860#内切与外切),它是根据端子的结构来区别。
调试方法:
1、装好下刀与上刀。
2、装输送系统,将端子放导料板中用手拉动,要不紧不松,并扭紧螺丝。
3、将端子从导料中拉出来,看是否与下刀刀口正对,否则调整输送板的位置(手前后调动),直至端子刚好放在刀口中间。
4、用手摇一个端子,看看高度怎样。可通过高度的螺杆来调整(在端子机上)后铆高度,还可通过调上下相对位置来解决。
5、调送料:先将端子正放在刀口上,将推料爪调到溜滑梯前面的第二个孔即可。
注意事项:
1、有些机器在装刀片时会自动掉模,要防止压伤手。
(1)在装刀片时,特别是在装上刀片时,要防止自动滑下来。
(2)有时在关机后5-6秒的时间内自动掉下来。
(3)装刀片时,手不要放在刀片底下,在刷刀片上的脏物,如铜丝等时,注意不要把手放在刀片下面,防止掉下来压伤手。
2、输送端子与刀片的相对位置如有不对,铆出来的端子发生变形。
特殊问题讲解:
1、较小端子的铆压注意事项:用带台阶的切刀芯,上刀加“?”弹簧,打料片装低一点。
2、较长端子的铆压注意事项:打料片装高一点,打料片靠拢上内刀。
3、端子变形的原因分析:
(1)上刀与下刀的相对位置不对;
(2)打料片的位置不对;
(3)高度不对(太低);
(4)送料不顺畅,或送料位置过远或过近;
(5)与端子材质有关。




©版权所有 2018-2025深圳戴泰科电子技术有限公司粤ICP备20007589号-1
 粤公网安备 44031102000616号
粤公网安备 44031102000616号














