闭式端子的几种压接形式及适应场合
发布时间:06/04 —— 2021
1185
在汽车线束中,每一根电线的末端都会压接一个端子,端子和电线的压接质量对线束的整体质量起着至关紧要的作用;同时,对该部位的压接的质量的控制也得到了所有线束厂的认同。所以对该处的压接进行深入的研究是非常有意义的。
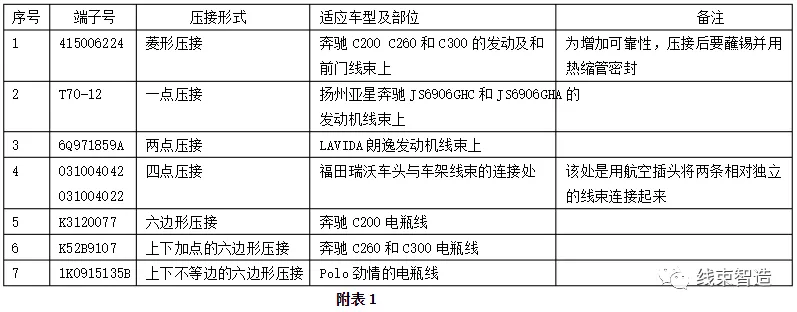
我们知道在线束末端压接的端子中,绝大部分是开式压接端子(典型结构见图1),对于这样的端子,由于用量大,每一个线束厂都对它的压接方法进行了深入的研究,制定了具体的作业指导书来控制这部分端子的压接质量。然而,随着汽车制造技术的发展,尤其是混合动力以及纯电动汽车的发展,闭式端子在汽车线束中的应用也越来越广泛。对于闭式端子,由于在以前的汽车线束中运用的非常少,现在许多线束厂对于该端子的压接工艺和质量控制不知道该如何下手,所以对闭式端子的压接形式和各种压接形式适应的场合进行系统的研究就显得尤为重要。下面我就闭式端子的几种压接形式介绍如下。1. 菱形压接(典型结构见图2)(压接后的截面形状见图3)该压接方式适应压接端子的壁厚非常薄,压接质量要求不高的场合,为了增加电线从端子中拉出的力量,在端子的纵向方向,是有多个菱形组成的,并且每个菱形均匀分布,菱形的方向间隔错开位置。
由于这种端子的壁厚非常薄,压接的力量不大,用专用的手动压接钳就可以实现该压接,当然也有专用的压接机器,但相对投入费用就高了,做起来就不经济了。
该压接方法在家用电器线束上常用,用来将电线的头部固定一下,将来通过螺丝的挤压固定在线路中,现在这种压接方法在汽车线束中也有见到,但由于这种形式的压接质量不是很高,所以用的很少,一般用在汽车线束中不太重要的部位。
该压接方法主要适应壁厚相对较厚的孔式接头和压接桶(典型结构见图4),从截面可以看到,从上面是一点压下来的(压接后的截面形状见图5)。由于这种端子的壁厚相对较厚,压接的力量有点大,用手动压接钳不能够实现该压接,要用专用的液压钳才可以实现,但液压钳压接的质量不高,并且效率特低,线束工厂一般在冲床上通过专用的模具来实现该压接,这样压接的高度可以精确的控制,压接质量和效率都要比液压钳好。
这种形式的端子主要用在汽车的主电路上,起到给汽车电路传送电力的作用,所以对压接质量要求较高。
该压接形式一样适应壁厚相对较厚的孔式接头和压接桶,只是孔式接头和压接桶的尺寸更大,用一点压接的方法不足以使压接的端子发生充分的变形,才采用该压接形式。(压接后的截面形状见图6)这种形式的压接,力量非常大,线束工厂一般在冲床上通过专用的模具来实现该压接,从而实现对压接高度的精确可控。
该压接形式适应壁厚相对较厚、体积相对较小的航空插头插针(适应端子典型结构见图7)。该端子的压接是从四面受力,形成四个凹坑(压接后的截面形状见图8)。

这种形式的压接,从四面施力,受力均匀,并且端子多余的材料有地方跑,压接的力量不是很大,是压接效果最好的一种形式,但是该压接形式要求压接模具的结构比较复杂,当然投入的费用也就相对较高,同时由于由于压接模具结构复杂,对于较大端子的压接模具的设计也就很困难,因此该类型的压接仅适应较小端子的压接。
该类型的压接主要用在汽车线束中用航空插头的部位,在汽车线束中运用的不是很多。
该压接形式适应壁厚非常厚,用以上所有形式的压接都不足以使端子发生充分变形的端子,其压接的形状接近于正六边形(压接后的截面形状见图9)。由于这种形式的压接,受挤压的材料没地方跑,端子不易变形,所以要求端子和电线的匹配性要非常好,如果匹配性不好,对压接后的端子作截面分析的时候会发现一些孔洞,这样是不合格的。有时候为了弥补这样的问题,设计的时候会在六边形的基础上在上下各加一个点,来增强压接的密实度,同时增加拉拔力(典型结构见图10)。
这种形式的压接力量也是非常大,同样要在冲床上通过专用的模具来实现该压接,从而实现对压接高度的精确可控。
另外,有些特殊的端子是有两个孔的,用于压接两根电线(典型结构见图11),我们同样可以通过压六边形的方法来实现,只是其中上下两个边长要长些罢了。随着现代汽车技术的发展,尤其是电动驱动技术在汽车上的应用,越来越多的闭式端子在汽车线束上得到广泛的应用。通过对闭式端子的压接的研究,充分掌握这项技术,从而使汽车线束的性能更稳定,在当前以及今后都是很有意义的事情。







 粤公网安备 44031102000616号
粤公网安备 44031102000616号














