
欢迎来到!深圳戴泰科电子技术有限公司官网官网!
技术热线:0755-23426380


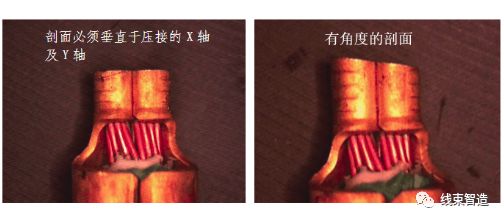
剖面必须垂直于压接的X轴及Y轴,如下左图,右图展示了有角度的剖面。
剖面必须在进行压接高度测量的部位进行切取。
剖面图必须清晰显示线芯及端子材料。
下图是用弧形底刀压接的良好的剖面图的样例。
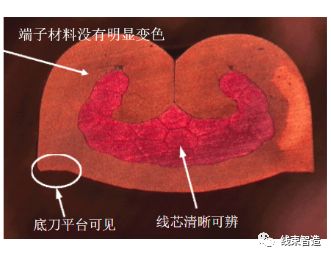
下图是用平面底刀压接的良好的剖面图样例。

剖面准备上的常见错误
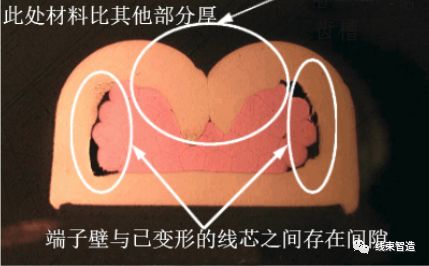
剖面位置必须避开锯齿槽。通过锯齿槽制作的剖面图将产生对压接效果不准确的图像。
如果在锯齿槽切取剖面,端子的某些部分将显得比其他部分更厚。另一种现象是在端子壁与已变形的线芯之间会存在间隙。下图提供了一个通过锯齿槽切取的剖面图的样例。
剖面必须被正确地打磨及蚀刻。不正确的打磨会产生裂纹。不正确的使用蚀刻溶液也会因细节显示不足而曲解剖面。下图提供了一个不正确的打磨蚀刻的样例。

如果端子在蚀刻剂中过久,图像会很黑,难以观察线芯和端子材料的细节,如下图所示。

如果在剖面准备过程中,端子以一定的角度进行切割,须将其旋转一定的角度,使剖面处于中心位置。在此情况下,端子的底部或边缘必须在剖面图中可见。下图显示了一个端子剖面底部都可被观察到的例子。

剖面图对压接工具的说明
以下剖面图提供了工具磨损,或损坏模具调整有关的典型例子。
送料或送料长度的变动会导致披锋。披锋是当端子基体材料进行底刀与压刀的间隙时变形产生的。该类变化的典型后果是端子翼片的不对称。下图显示了在此情况下的例子。

注意:虽然端子翼片对称是理想状态,但此类情况仍可接受。因端子离开导料板后容易扭转,不对称的情况通常在直进料端子中产生。
工具的不对中会导致压接外形的变化。常见的变化包括没有显示底刀损伤的值得注意的披锋以及压接轮廓产生不规则曲线。下图显示了此类情况下的一个例子。

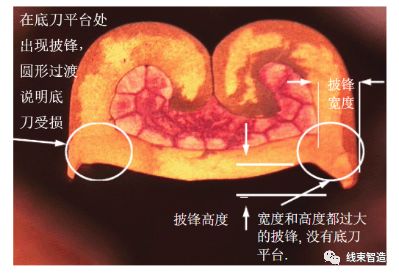
受损的底刀会导致过大的披锋。识别底刀受损的一个方法就是压接轮廓的底角缺少清晰的平台。如下图所示。
底刀的受损也会导致压接的底角产生裂纹,如下图所示。

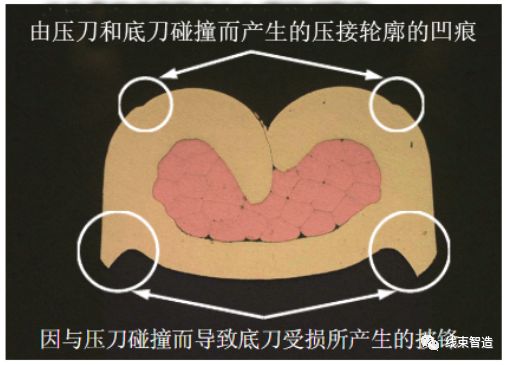
压刀和底刀的碰撞会使两者受损。下图显示了由于互撞而受损的刀具所压接的端子。
普通剖面特性的说明
剖面图是一种能用于评估端子压接的诊断工具。为了使剖面图有效,必须使用正确的端子,导线和应用工具,并且按照指定的压接高度进行压接。压接也必须符合在应用规范中所规定的其他压接参数。以下剖面图是在不同情况下出现的典型例子。
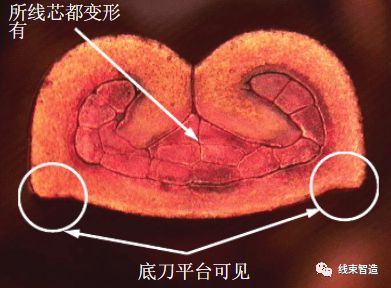
下图是一个正确压接的剖面图示例。导线变形,端子翼片对称,且底刀平台可见。
下图显示了端子的一侧翼片碰到底部的压接。该状态在其他压接参数均符合要求时是可以接受的。

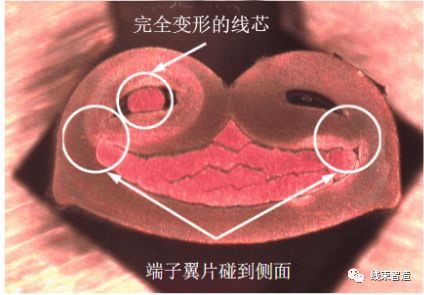
下图显示了端子的两个翼片都碰到侧面的状况。有一条线芯包在左上角的翼片中,但它完全变形。该状态在其他压接参数均符合要求时是可以接受的。
成功的压接取决于线芯之间及线芯与端子本体之间的粘着,空穴是可以接受的。金属表面及接触相互移动而产生变形,表面层的破坏产生了粘着力。金属通过表面产生结合,且转化成具有相同导电性的同一体。因为导致表层完全接触所需要的变形远大于形成空穴结合及成一体所需要的变形,因此空穴可能出现在压接中。下图显示了有一个数个空穴出现的压接示例。





©版权所有 2018-2025深圳戴泰科电子技术有限公司粤ICP备20007589号-1
 粤公网安备 44031102000616号
粤公网安备 44031102000616号














